How to Master MIM Materials: Expert Guide to Density & Strength Control

Metal injection molding (MIM) materials are transforming manufacturing. The market has grown from US$1.5 billion in 2015 to US$4.6 billion in 2024, which shows a threefold increase. MIM’s success comes from knowing how to create complex metal components that offer exceptional properties and minimize waste.
MIM materials can reach impressive density levels between 95% and 99% of theoretical values. Managing this density remains one of the most important challenges manufacturers face today. A slight drop in density reduces strength, hardness, and fatigue resistance. To name just one example, titanium alloy Ti-6Al-4V reaches 4.3-4.4 g/cm³ in MIM parts, which comes close to its theoretical density of 4.43 g/cm³. Research shows that the right MIM processes with 316L powder can achieve density levels up to 99.2%.
Uniform density distribution throughout MIM parts is a vital factor that maintains mechanical properties and prevents structural weaknesses. Engineers need to balance multiple elements to create high-density MIM materials that deliver excellent mechanical performance. This piece explores the basic relationship between density and strength in MIM materials and offers practical strategies to optimize both properties in manufacturing processes.
Understanding Density and Strength in MIM Materials
Density is a vital metric that helps assess the quality of metal injection molded components. The way density relates to mechanical performance shapes how MIM materials are used in industries of all types.
Theoretical vs Actual Density in MIM Parts
Metal injection molding faces big challenges when it comes to achieving theoretical density. To cite an instance, stainless steel 316L has a theoretical density of 8.0g/cm³, yet sintered parts usually reach about 7.81g/cm³ or 97.6% of theoretical density. This density gap happens because we rarely achieve complete pore elimination during sintering. Vacuum sintering leads to higher densities since pore shrinkage meets no resistance from internal gas pressure. Parts sintered in a hydrogen atmosphere show density values about 0.1% lower.
Impact of Porosity on Mechanical Properties
Residual porosity affects the mechanical performance of MIM components by a lot. The tensile strength, hardness, and fatigue resistance drop as porosity goes up. This becomes even more obvious when parts face cyclic stresses or impact loads. Porosity changes how materials break – MIM stainless steel 17-4 PH shows nowhere near the fracture energy of wrought material in V-notched impact testing, just 15%.
The shape of pores makes a difference too. Near-spherical pores spread loads more evenly than polygonal ones, which leads to better compressive strength even at similar porosity levels. Temperature during sintering is another key factor – higher temperatures usually mean better density and mechanical properties.
Density Ranges for Common MIM Alloys (e.g., 316L, Ti-6Al-4V)
Each MIM alloy has its typical density range that determines where it can be used. Stainless steel 316L usually hits 96-98% of theoretical density with 510 MPa tensile strength and 45% elongation. Ti-6Al-4V titanium alloy shows more variety, with relative densities between 95-98%. This gives tensile strengths from 880-1022 MPa based on how it’s processed.
Processing parameters can change these values dramatically. Ti-6Al-4V sintered in high-vacuum conditions (<10⁻³ Pa) can reach a peak relative density of 97.6%. This results in 1022.7 MPa tensile strength and 6.4% elongation. Oxygen content needs careful control – when it goes above 0.33-0.35 wt%, titanium alloys’ ductility drops sharply from about 15% to just 3-7% elongation.
Material Selection and Powder Characteristics
Powder selection serves as the foundation of successful metal injection molding processes. The choice directly shapes final part density, dimensional accuracy, and mechanical performance.
Gas Atomized vs Water Atomized Powders
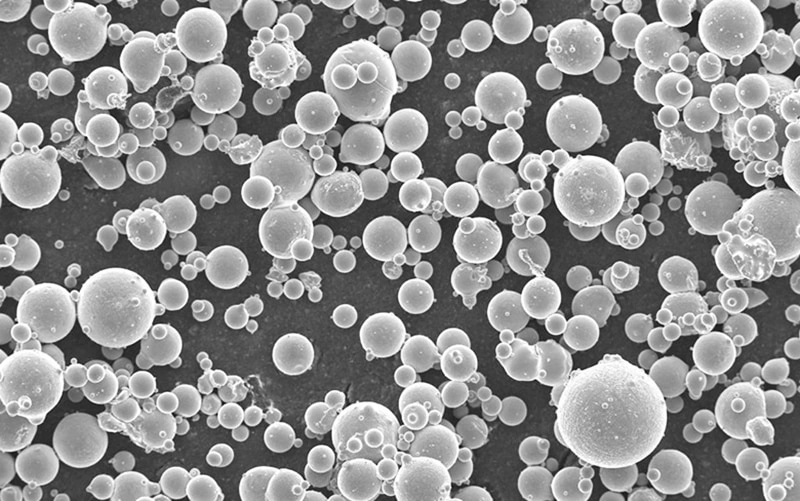
The method of atomization substantially affects powder characteristics and subsequent MIM part properties. Gas atomized powders have spherical morphology with low oxygen content (typically 100-500 ppm). Water atomized powders, on the other hand, show irregular shapes and higher oxygen levels (2000-5000 ppm). This basic difference shapes processing behavior throughout the MIM workflow. Research shows that track height with water atomized powder dropped 15% lower than gas atomized powder.
The tensile properties of MIM 17-4PH parts made from gas-atomized powder were 10% higher than those from water-atomized powder at all sintering temperatures. Notwithstanding that, water atomization costs less to produce, which makes it a good fit for many applications despite these drawbacks. Fine powders present an interesting case – water atomized variants sometimes outperform their counterparts.
Effect of Particle Size Distribution on Packing Density
MIM processes use powders with median particle sizes (D50) around 10 μm. These are nowhere near the size used in conventional powder metallurgy. This specific size range gives the best balance of moldability and sintering activity. Particle size distribution shapes packing behavior – finer powders have lower apparent and tap density because of increased inter-particle friction.
Research shows that powders with smaller median particle sizes might reduce green density but boost sintered density through increased sintering activity. This relationship becomes crucial when you need to balance processing parameters against desired final properties.
Sphericity and Flowability Requirements for MIM Powders
Particle shape deeply affects powder flowability and how it processes afterward. Spherical particles flow better than irregular ones. This becomes crucial during feedstock preparation and mold filling. Industry standards say particles are “spherical” when their sphericity calculations exceed 0.91.
Gas atomized spherical 316L stainless steel powders showed 40–60% higher Hall flow rates compared to water-atomized irregular powders of similar size. Sphericity also affects packing density. Spherical Ti-6Al-4V powders reach 60–65% of theoretical density, while irregular ones only manage 45–50%.
Process Parameters That Influence Density and Strength
Process parameters shape the final density and mechanical properties of MIM components. Manufacturers can achieve the best part performance in a variety of material systems by adjusting these variables.
Binder Formulation and Powder-Binder Ratio
The balance between metal powder and binder plays a crucial role in component quality throughout the MIM process. Metal powder volume works best between 60% and 63.2%, while binder volume ranges from 36.8% to 40%. Different materials need different ratios – stainless steels like 17-4PH need an oversizing factor (OSF) of 1.165, while tungsten alloys work better with higher OSF values around 1.259.
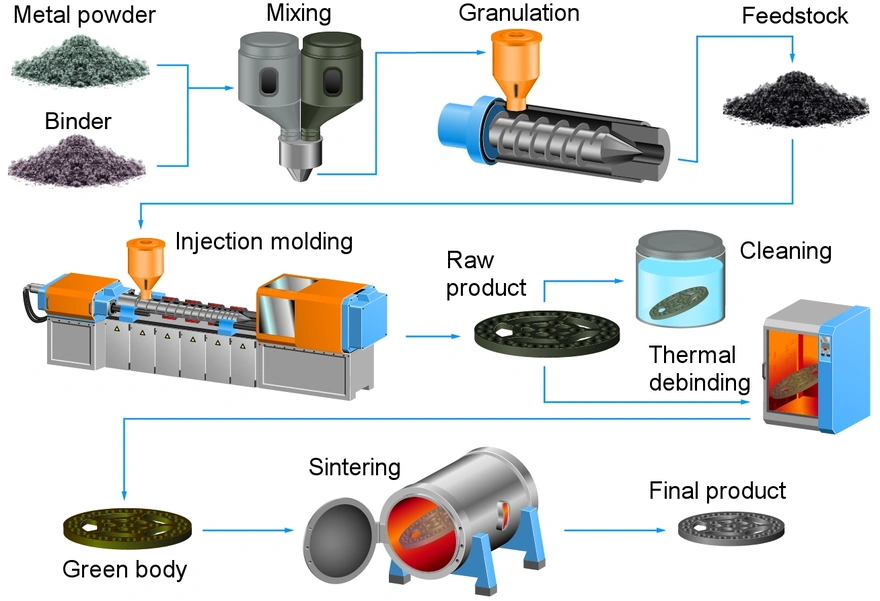
Binder composition plays a key role in part integrity. The most common formulations mix polyformaldehyde (POM), polypropylene (PP), high-density polyethylene (HDPE), paraffin wax (PW), and stearic acid (SA). POM stands out as a vital component that gives strength to green products and prevents deformation during debinding.
Injection Molding Pressure and Temperature Settings
Injection parameters like pressure, fill rate, and temperature affect density distribution in green parts. Higher injection velocities combined with increased holding pressures lead to better packing, more uniform density, and reduced shrinkage anisotropy.
Mold temperature affects how feedstock behaves. Research shows that coolant temperature changes how holding pressure relates to shrinkage. Lower coolant temperatures around 115°C can reduce shrinkage because the gate seals earlier. Barrel temperatures usually range from 160°C to 190°C from feeding zone to nozzle.
Debinding Rate and Sintering Temperature Profiles
Careful control of debinding prevents distortion and porosity formation. Slower debinding rates mean fewer defects but longer cycle times. Thermal debinding with a segmented heating approach at 5°C/min helps manage thermal stress.
Sintering temperature drives final density and explains more than 90% of density variation. Most densification happens when heating goes above 900°C. Each material needs different sintering temperatures – stainless steels need 1250°C for 90 minutes to densify well, while Co30Cr6Mo alloys reach 93% relative density at 1350°C.
Shrinkage Control During Sintering
Sintering causes 15-20% linear shrinkage, which changes based on temperature, holding time, and atmosphere. Mold design must factor in this shrinkage to achieve accurate dimensions. Parts shrink 0.3-0.5% during molding, barely change during debinding, but shrink dramatically by 15-20% during sintering.
Vacuum sintering environments create better densification than nitrogen atmospheres. They remove internal gas pressure in pores, which leads to better dimensional stability and fewer deformation defects.
Advanced Techniques for Optimizing MIM Part Quality
Quality and performance of metal injection molded components can reach new heights with specialized techniques that go beyond standard processing parameters. These advanced methods tackle specific challenges to achieve premium MIM part properties.
Hot Isostatic Pressing (HIP) for Secondary Densification
Hot Isostatic Pressing uses high gas pressure (50-200 MPa) and elevated temperatures (900-2000°C) to remove residual porosity in sintered MIM parts. The process can push density from typical post-sintering 96-98% to almost 100% theoretical density. Ti-6Al-4V components treated with HIP have shown tensile strengths over 1000 MPa. The uniform pressure application during HIP prevents anisotropic properties that often appear with directional consolidation methods.
Vacuum Sintering for Oxidation Prevention
Vacuum sintering creates a reducing atmosphere that produces bright parts without oxidation contamination. This method works great with stainless steels and reactive alloys, where you need to avoid chromium depletion. Pressures usually range between 10^-2 and 10^-4 millibars. Controlled atmosphere sintering with hydrogen-nitrogen mixtures can be a good middle ground. The right ratios (like 25:3 hydrogen to nitrogen) boost mechanical properties through compensated nitrogenization.
Use of Surfactants and Dispersants in Feedstock
Surfactants make a big difference in powder-binder interactions in MIM feedstocks. Research shows that just 0.20 vol% of stearic acid creates enough surfactant effect to achieve fourfold longer injected lengths. Tests with zirconia-paraffin feedstocks showed that good dispersants like Hypermer LP1 achieved sintered densities over 99.5% of theoretical values. These additives cut viscosity, improve wettability, and build stable bonds between metal particles and binder components.
Multi-Stage Sintering for Microstructure Control
Multi-stage sintering profiles let you fine-tune grain growth and phase formation. The sintering atmosphere affects mechanical properties significantly—nitrogen-containing atmospheres work better than non-nitrogen conditions. F75 Co-Cr-Mo alloys perform best at 1315°C with specific hydrogen-nitrogen ratios.
JH MIM brings a unique experience of 20 years to the metal injection molding industry. Their facilities cover over 18,000 square meters. With world-class equipment and 150 skilled workers, they deliver precision-engineered MIM products to customers worldwide, making them China’s leading Metal Injection Molding manufacturer.
Conclusion
The life-blood of successful metal injection molding manufacturing lies in knowing how to control density. This piece explores density’s deep impact on mechanical properties. Even small density drops can reduce strength, hardness, and fatigue resistance in MIM components by a lot. Without doubt, quality outcomes start with the right material choice, especially when you have to think about the differences between gas atomized and water atomized powders, particle size distribution, and sphericity needs.
Process parameters make a huge difference in getting the best results. Manufacturers can maximize density and keep dimensional accuracy by paying close attention to binder formulation, injection molding settings, debinding rates, and sintering profiles. These elements work together to achieve the final 95-99% theoretical density values that make MIM materials so valuable across industries.
Advanced techniques give manufacturers more ways to achieve premium component quality. Hot Isostatic Pressing can redefine the limits of standard densification, and vacuum sintering keeps oxidation at bay. Surfactants and multi-stage sintering approaches also help control microstructural development and mechanical performance with precision.
JH MIM’s strategic collaborations are a great way to get reliable expertise in this specialized field. The company’s 20-year history in Metal injection molding and Powder metallurgy includes factories spanning over 18000 square meters. Their world-class equipment and 150 skilled workers deliver precision-engineered products to global customers, making them a pioneering Metal Injection Molding manufacturer in China.
MIM technology keeps growing more relevant across manufacturing sectors. It creates complex components with exceptional properties. Engineers who become skilled at the density-strength relationship outlined in this piece will lead modern metal component production. They’ll be ready to meet tough performance requirements in automotive, aerospace, medical, and consumer product applications.
Key Takeaways
Master these essential principles to achieve optimal density and strength in your MIM manufacturing processes:
• Density directly impacts strength: Even small decreases from the optimal 95-99% theoretical density significantly reduce tensile strength, hardness, and fatigue resistance in MIM components.
• Powder selection is foundational: Gas atomized powders with spherical morphology and D50 around 10 μm provide superior flowability and mechanical properties compared to irregular water atomized alternatives.
• Process parameters control final quality: Optimize powder-binder ratios (60-63% metal volume), injection pressures, and sintering temperatures above 900°C to achieve maximum densification.
• Advanced techniques unlock premium performance: Hot Isostatic Pressing can increase density to nearly 100% theoretical, while vacuum sintering prevents oxidation in reactive alloys.
• Multi-stage approaches enable precision control: Controlled debinding rates and segmented sintering profiles allow fine-tuning of microstructure and dimensional accuracy.
The MIM market’s growth from $1.5B to $4.6B demonstrates the technology’s expanding relevance. Success requires balancing multiple interdependent factors—from initial powder characteristics through final sintering conditions—to consistently achieve the high-density, high-strength components that make MIM competitive across automotive, aerospace, and medical applications.
FAQs
Q1. What density can be achieved in Metal Injection Molded (MIM) parts? MIM parts typically achieve densities between 95% and 98% of theoretical values. With advanced techniques like Hot Isostatic Pressing (HIP), densities can approach nearly 100% of theoretical density for some materials.
Q2. How does the powder type affect MIM part properties? Gas atomized powders generally produce superior results compared to water atomized powders. They offer better flowability, lower oxygen content, and often result in higher tensile properties in the final parts.
Q3. What role does binder play in the MIM process? The binder is crucial in MIM as it allows the metal powder to be molded into shape. It typically consists of thermoplastic resins and waxes, which are later removed during the debinding process. The binder composition and ratio to metal powder significantly influence the part’s quality throughout processing.
Q4. How does sintering affect MIM part dimensions? Sintering typically causes 15-20% linear shrinkage in MIM parts. This shrinkage must be accounted for in mold design to achieve dimensional accuracy in the final component.
Q5. What advanced techniques can further improve MIM part quality? Advanced techniques like Hot Isostatic Pressing (HIP) for secondary densification, vacuum sintering for oxidation prevention, and multi-stage sintering for microstructure control can significantly enhance MIM part quality and performance.