
Heat treating 4340 steel makes this versatile alloy one of the most valuable materials to use in high-stress applications. AISI 4340 is a heat-treatable, low-alloy steel that contains chromium, nickel, and molybdenum. This steel delivers impressive mechanical properties with a tensile strength of 745 MPa (108,000 psi) and yield strength of 470 MPa (68,200 psi) when properly annealed.
The steel’s heat treatment process demands precision, especially when you have to preheat it at high temperatures before welding. The material needs quenching and tempering before use. The carbon content acts as the primary element that increases the steel’s hardness and strength. The heat treating procedure typically involves quenching and tempering to achieve a tempered martensitic microstructure. These properties make it accessible to more people in aerospace, automotive manufacturing, and oil and gas industries.
In this piece, you’ll discover proven methods for the 4340 heat treat process. Temperature control, quenching techniques, and tempering procedures help achieve optimal mechanical properties. Manufacturing aircraft landing gear, power transmission gears, or other critical structural components requires the right heat treatment approach to maximize this exceptional alloy’s performance.
Understanding the Heat Treatability of 4340 Alloy Steel
4340 alloy steel stands out from other engineering steel variants because of how well it responds to heat treatment. This nickel-chromium-molybdenum low alloy steel is tough and strong, making it perfect for jobs where you can’t compromise on either quality.
Why 4340 is Preferred for High-Stress Applications
What makes 4340 alloy steel special is how it combines strength, toughness, and resistance to fatigue. As a medium-carbon, low-alloy steel that hardens well, it keeps its great mechanical properties even in bigger sections after heat treatment. The way carbides spread evenly in its microstructure helps boost these strength and toughness features.
Engineers pick 4340 for critical parts because it hardens evenly during heat treatment, even in thick sections. You get the same performance across the whole part, no matter its size or thickness. The alloy also shows impressive fatigue strength and fights wear and tear once it’s hardened.
You can heat treat 4340 alloy steel to get hardness levels from 24 to 53 HRC. The material stays strong and hard even at high temperatures, which makes it great for uses that involve heat cycling or hot environments.
Here’s where 4340 heat treatment really shines:
- Aerospace parts like landing gear and structural components
- Car parts such as crankshafts and transmission pieces
- Heavy machinery parts that take lots of stress
- Oil and gas equipment that works in tough conditions
Comparison with 4140 and Other Alloy Steels
4140 and 4340 might look similar in their basic makeup, but 4340’s nickel content changes everything about how it responds to heat treatment and performs mechanically. The nickel lets 4340 be austenitized at higher temperatures (830–870°C) for deeper hardening. As a result, 4340 handles impact better than 4140 at similar strength levels.
The numbers tell the story after proper heat treatment. 4340 steel reaches yield strengths of 470-1150 MPa and ultimate tensile strengths of 690-1280 MPa. 4140 tops out at 590-990 MPa yield strength and 690-1080 MPa tensile strength. 4340’s fatigue strength (330-740 MPa) also beats 4140’s range (360-650 MPa).
Atlas 6582 is worth looking at too. It hardens better through the material and handles impact better than 4340 at the same strength levels. Atlas 6580 can get much higher yield strength in bigger sections when heat treated to match 4340’s impact properties.
Yet 4340 remains the top choice for many high-stress jobs because it’s so tough at high strength levels. Unlike 4140, which has no nickel, 4340 takes impact and shock well even when it’s very hard. This mix of features makes 4340 steel heat treatment vital for making parts where failure isn’t an option.
Preparing 4340 Steel for Heat Treatment
The right preparation of 4340 steel components is a vital first step in the heat treatment process. Your success with heating, quenching, and tempering operations depends on how well you prepare the steel. This preparation sets the foundation to achieve the best mechanical properties and prevent defects that could harm the final product.
Cleaning and Degreasing the Surface
Surface cleaning of 4340 steel before heat treatment is one of the most overlooked yet significant parts of the process. Organic residues left on metal surfaces can create stubborn carbonaceous deposits during heating. These deposits are hard to remove and might damage components during heat treatment, which affects the hardness uniformity across the part.
You’ll need to remove these contaminants:
- Cutting oils and lubricants from machining operations
- Grease and handling residues
- Rust preventatives and storage compounds
- Surface oxides and scale
The components need cleaning with detergent, a good rinse, and complete drying before you apply protective compounds or place them in the furnace. Sulfurized cutting oils or other contaminants can create “nasty” reactions at high temperatures. This becomes especially important when you use scale prevention compounds like PBC (KeepBrite), which work best on clean surfaces.
Vapor degreasing works well for 4340 components because it removes organic residues without water-related issues. Specialized heat treatments like nitriding need even cleaner surfaces to ensure uniform and complete treatment.
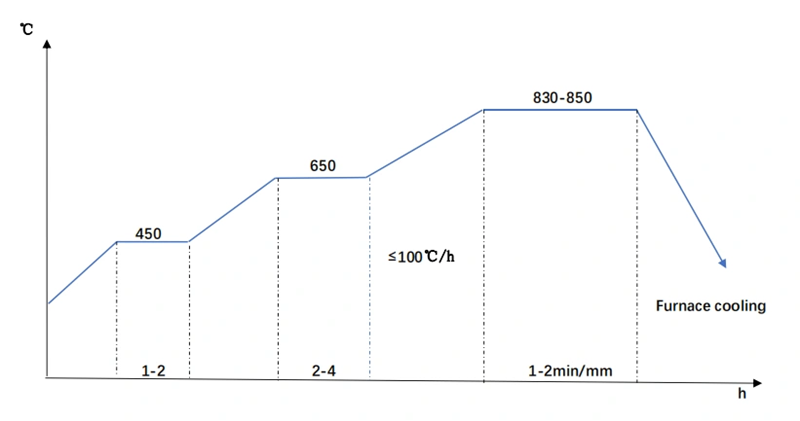
Recommended Preheat Temperatures and Soak Times
Preheating serves multiple purposes for 4340 steel—it cuts down thermal shock, reduces distortion, and readies the steel for the next heating steps. Component size, application, and intended treatment determine the preheating needs.
Standard heat treatment starts with preheating 4340 steel to about 500-550°C to relieve stress in pre-hardened steel. Re-treated bars or forgings need heating to 25°C below the tempering temperature. Annealed components require 600-650°C.
Soak time plays a key role in heat preparation. Stress relieving needs a temperature hold between 500-550°C for 1-2 hours, followed by furnace cooling to 450°C and then air cooling. Annealing treatments work best when you soak for 1 hour per 25mm of section thickness.
Welding 4340 steel requires specific preheat temperatures, though it’s not usually recommended due to quench cracking risks. You should keep a preheat temperature of 200-300°C throughout the welding process. Thicker sections need higher preheating temperatures as shown here:
| Section Thickness | Recommended Preheat (°C) |
|---|---|
| 25 mm | 370 |
| 40 mm | 400 |
| 50 mm | 425 |
| 75 mm | 455 |
| 150 mm | 510 |
| 200+ mm | 550 |
Stress relief at 550-650°C right after welding helps prevent cracks and maintains structural integrity. Tempered-condition material needs a stress relief temperature 15°C lower than the original tempering temperature.
Executing the 4340 Steel Heat Treatment Process
The 4340 heat treat process needs precise temperature control, proper quenching, and careful monitoring at every step. These metallurgical changes during this key stage determine the component’s final mechanical properties.
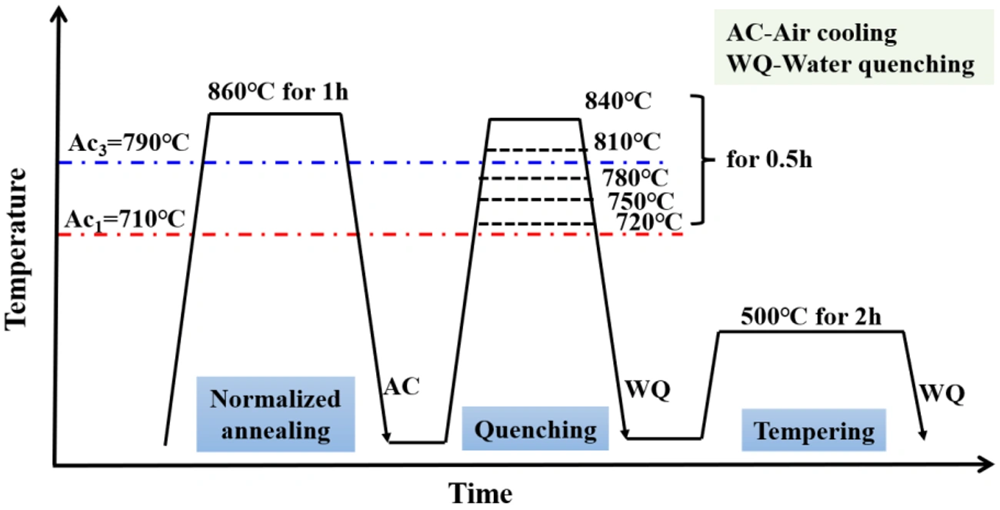
Critical Temperatures for Austenitizing
The right austenitizing temperature forms the foundation of successful 4340 alloy steel heat treatment. The recommended range lies between 1475-1575°F (802-857°C). Some manufacturers prefer a tighter range of 1500-1550°F (816-827°C) for the best results. Going beyond these temperatures can lead to coarse grains and poor mechanical properties.
Standard practice for vacuum heat treatment uses 1525°F (829°C) austenitizing with oil quenching. The material needs to stay at this temperature for 15 minutes per inch of thickness. Thin sections need at least 30 minutes to ensure carbon spreads evenly in the austenite phase.
The austenitizing temperature affects grain size directly. Higher temperatures create larger grains that might reduce toughness. The lowest working temperature gives the best fracture toughness in the final part.
Oil Quenching vs Gas Quenching: Pros and Cons
Oil and gas quenching create different properties in heat-treated 4340 steel:
| Quenching Method | Advantages | Disadvantages |
|---|---|---|
| Oil Quenching | Higher cooling rates work better for thick sections | More thermal shock leads to distortion |
| Creates fully martensitic structure | Oil handling raises environmental concerns | |
| 20 years old process with predictable results | Parts need thorough washing after quenching | |
| Gas Quenching | Less thermal shock for certain shapes | Cooling isn’t as uniform as oil |
| Better for the environment | Might produce bainite instead of martensite | |
| Parts come out cleaner with no washing needed | Needs high pressures (5+ bar) to work |
Electron microscopy shows bainite in gas-quenched samples, while oil-quenched parts show fully martensitic structures. This difference in microstructure explains why oil quenching achieves higher ultimate tensile strengths.
4340 Heat Treat Chart Interpretation
The 4340 heat treat chart helps predict mechanical properties based on tempering temperatures. These charts show hardness (HRC or BHN) against tempering temperature, revealing how these values relate to each other.
The charts tell us:
- Half-inch sections normalized at 1600°F (871°C) reach about 388 BHN hardnes
- Oil quenching from 1475°F (802°C) and tempering at 1000°F (538°C) gives roughly 363 BHN
- Larger sections show lower hardness values at similar tempering temperatures
The Jominy end-quench test results show that 4340 keeps its hardness at significant depths. This makes it perfect for large, critical parts that need through-hardening.
Tempering and Stabilizing the Steel
Tempering 4340 steel after quenching plays a vital role in striking the right balance between hardness, toughness, and dimensional stability. The microstructural transformations during this phase shape the component’s final mechanical properties.
Single vs Double Tempering for Dimensional Stability
The tempering method you choose directly affects dimensional stability in 4340 steel components. Single tempering works well for many applications, but double tempering gives better stability for critical parts. This happens because carbon levels rise in retained austenite after the first tempering cycle. The rise increases the chances of martensite forming as the metal cools. The new martensite stays untempered and brittle until it goes through a second tempering cycle.
Double quenching and tempering (DQT) gives much better ductility and toughness compared to conventional quenching and tempering (CQT). These improvements come from finer austenite grain structure and better distribution of impurities throughout the material. Tests show DQT methods improve impact toughness by about 23% over CQT methods.
Controlling Hardness Range: 28–44 HRC
Your choice of tempering temperature controls the achievable hardness range in 4340 steel. The relationship follows a clear pattern:
| Tempering Temperature (°C) | Resulting Hardness (HRC) |
|---|---|
| 200 | 54 |
| 300 | 49 |
| 400 | 44 |
| 500 | 38 |
| 550 | 34 |
| 600 | 30 |
| 650 | 27 |
High-strength applications that need 50-55 HRC work best with tempering between 200-300°C. Applications that need better toughness benefit from 450-650°C tempering, which gives 30-40 HRC and much better impact resistance.
Avoiding Over-Tempering and Soft Zones
You need to be careful when picking tempering temperatures between 250-375°C because this range can really hurt impact values. This issue, called tempered martensite embrittlement (TME), happens when intra-lath cementite forms from retained austenite. Oil cooling near 375°C helps reduce this brittleness.
If tempering brittleness becomes an issue, adding molybdenum or using two-stage tempering helps solve these problems. Time control also matters a lot. The component needs to stay at tempering temperature for 1 hour per 25mm thickness to ensure proper microstructural changes.
Post-Treatment Handling and Final Processing
The 4340 heat treat process needs precise handling and finishing operations to maximize component performance and longevity. These final steps help heat-treated parts meet dimensional specifications and retain their improved mechanical properties.
Machining Allowances After Heat Treat
Proper machining allowances are vital when planning the 4340 heat treat process. Parts expand slightly during heat treatment, which requires precise machining tolerances. Black (hot rolled or forged) 4340 round bars with diameters under 50mm need a 1.5mm machining allowance on diameter for parts under 120mm in length. Longer parts need extra allowance calculated at 1.5 + 6mm per meter. Bright (drawn or peeled) bars under 50mm diameter need only 1.0mm allowance for shorter parts and 1.0 + 4mm per meter for longer components.
Components between 150-210mm diameter need substantially more material removal—6.5mm for shorter parts and 6.5 + 6mm per meter for longer ones. Hot-rolling surface defects stay present in cold-drawn material, making proper machining allowances essential.
Straightening Shafts After Quenching
The 4340 heat treat process often causes distortion, and shafts can bow up to 0.030″ after hardening. Parts with hardness above 45 HRC have high cracking risks during straightening operations. Cold straightening on hardened 4340 can lead to catastrophic failure due to reduced ductility. One shop’s shaft broke in half during such an attempt.
Metallurgists recommend staying below 800°F (427°C) to get successful straightening results without affecting the heat treatment properties. Critical components work best when straightened near the tempering temperature or using fixtures during tempering.
Final Surface Treatments: Polishing and Coating
Heat-treated 4340 components’ surface often shows discoloration and scale that must be removed. Vibratory or barrel tumbling with ceramic media and general-purpose liquid compound removes heat treatment scale in one to two hours. Finer polishing media like Pegco GBW-3.9 can then create near-mirror finishes for critical applications.
Nitriding is a great way to get improved surface properties, creating surface hardness up to Rc 60. This process heats parts to 500-530°C for 10-60 hours based on desired case depth. Tungsten carbide coating provides exceptional wear resistance as an alternative for high-stress applications.
Conclusion
Heat treating 4340 steel needs precision, technical knowledge, and proven methods at every stage. This remarkable alloy delivers an exceptional mix of strength, toughness, and fatigue resistance when properly heat treated. These qualities make it essential for critical applications in industries of all types.
The process from raw 4340 steel to finished component follows several key steps. Proper surface preparation with thorough cleaning and degreasing builds the foundation for successful heat treatment. The final mechanical properties depend on precise temperature control during preheating, austenitizing, quenching, and tempering.
Quenching methods substantially affect the steel’s microstructure and performance. Oil quenching creates fully martensitic structures with higher ultimate tensile strengths. Gas quenching reduces distortion but may produce bainitic structures. The choice between these methods depends on the component’s geometry, required properties, and environmental factors.
Tempering is a vital stage that balances hardness with toughness. Components with tight tolerances benefit from double tempering, which provides better dimensional stability than single tempering cycles. The right tempering temperatures help manufacturers reach target hardness ranges between 28-44 HRC. This careful selection helps avoid problematic ranges that could lead to tempered martensite embrittlement.
Post-treatment operations like machining, straightening, and surface finishing complete the process. Machining allowances must factor in dimensional changes during heat treatment. Straightening operations need careful temperature control to prevent cracking in hardened components.
The complex nature of 4340 steel heat treatment shows why metallurgical expertise matters so much. Manufacturers who master these techniques realize the full potential of this versatile alloy. They can produce components that handle extreme mechanical stresses in aerospace, automotive, heavy machinery, and oil and gas applications. While 4340 steel presents processing challenges, it rewards careful attention with components that deliver exceptional reliability under demanding conditions.
Key Takeaways
Master these essential principles to achieve optimal mechanical properties when heat treating 4340 steel for high-stress applications.
• Thorough surface preparation is critical – Remove all oils, grease, and contaminants before heating to prevent carbonaceous deposits that compromise hardness uniformity
• Austenitize at 1475-1575°F (802-857°C) – Maintain precise temperature control and hold for 15 minutes per inch of thickness to ensure proper carbon distribution
• Oil quenching produces superior results – Achieves fully martensitic structure with higher tensile strength compared to gas quenching, despite increased distortion risk
• Double tempering enhances dimensional stability – Provides 23% better impact toughness than single tempering by transforming retained austenite into tempered martensite
• Control tempering temperature for target hardness – Temper at 200-300°C for 50-55 HRC high-strength applications, or 450-650°C for 30-40 HRC with improved toughness
• Plan adequate machining allowances – Account for 1.5mm diameter expansion on parts under 50mm, with additional allowances for longer components after heat treatment
When executed properly, this heat treatment process transforms 4340 steel into one of the most reliable materials for aerospace landing gear, automotive crankshafts, and other critical components where failure is not an option.
FAQs
Q1. What is the recommended temperature range for austenitizing 4340 steel? The recommended austenitizing temperature range for 4340 steel is between 1475-1575°F (802-857°C). It’s crucial to maintain precise temperature control within this range to ensure proper carbon distribution and avoid grain coarsening.
Q2. What are the advantages of oil quenching over gas quenching for 4340 steel? Oil quenching typically produces a fully martensitic structure with higher ultimate tensile strengths in 4340 steel. It achieves higher cooling rates suitable for thick sections, although it may cause more distortion compared to gas quenching.
Q3. Why is double tempering recommended for 4340 steel components? Double tempering offers superior dimensional stability and improved mechanical properties compared to single tempering. It can yield approximately 23% better impact toughness by transforming any retained austenite into tempered martensite during the second tempering cycle.
Q4. What tempering temperature range should be avoided when heat treating 4340 steel? It’s advisable to avoid tempering 4340 steel between 250-375°C (482-707°F). This range can significantly reduce impact values due to a phenomenon called tempered martensite embrittlement (TME).
Q5. How should 4340 steel components be handled after heat treatment? After heat treatment, 4340 steel components may require machining to account for dimensional changes. Straightening operations, if needed, should be carefully controlled to avoid cracking. Final surface treatments like polishing or coating can enhance the component’s performance and appearance.