Introduction
Do you want to pick great materials for Powder Metallurgy (PM)? This guide picks out the strongest of them all and the safest ones. You’re going to see how metals work in PM manufacturing parts that last. You’ll know which ones make parts strong and affordable by the end.
Why Material Selection is Critical in Powder Metallurgy?

Choosing the right material in Powder Metallurgy (PM) is key for making strong parts. The features of each material are largely the same, such as iron or stainless steel. Car gears are pretty good at 1121°C, for example, of heated iron. That nickel doesn’t rust, ideal for aeroplanes.
For strength you mix different metals: Fe2Cu4Ni1.5Mo. With PM you can make complex robust parts without waste. It mixes metals, tosses in additional elements, heats them to specific results. The PM makes hard, tough pieces that can each work just right.
Types of Materials Used in Powder Metallurgy!
- Iron-Based Alloys: It is strong and affordable. At a density of 7.7 g/cm³ and a melting point of 1538°C, iron powder is primary material. By adding carbon, you make it tough, like steel. This mix is used to make gears and valves for cars. Powder Metallurgy (PM) uses these alloys for long-lasting parts in machines.
- Copper and Bronze: Water doesn’t really affect copper powder and it moves electricity. Copper and tin make bronze, a substance that has self-lubricating bearings. It is sintered at 900°C, and remains strong in damp places. Powder Metallurgy (PM) makes bronze for parts like electrical and marine tools.
- Stainless Steel: Stainless steel resists rust. A tough spot like inside an airplane needs its own type, called 316L. It melts around 1400°C. It’s pressed and sintered and good for medical tools. This steel is acid safe and stays strong.
- Soft Magnetic Materials: Soft magnetic composites (SMCs) help control power in magnets. It is made with coated iron powder and packs tightly, moving energy in motors and transformers. Electric parts can run on very little loss with strong energy and SMCS are a good bet for that.
- Aluminum Powders: Aluminum is very light, and having a melting point of 660°C. It’s stronger when mixed with other metals for aeroplanes and cars. Aluminum parts made by PM resist wear and are easily bendable. This is a good metal for building things that need to be heavy, but strong, too.
| Material Type | Density (g/cm³) | Melting Point (°C) | Alloying Elements | Sintering Temp (°C) |
| Iron-Based Alloys | 7.7 | 1538 | Carbon, Nickel | 1100–1300 |
| Copper and Bronze | 8.9 (Copper) | 1085 | Tin (for bronze) | 900–1050 |
| Stainless Steel | 7.9 | 1400 | Chromium, Nickel | 1150–1250 |
| Soft Magnetic Materials | 7.3 | 1500 | Silicon, Iron | 900–1100 |
| Aluminum Powders | 2.7 | 660 | Magnesium, Silicon | 600–650 |
| High-Temp Alloys | 8.2 | 1400–1600 | Nickel, Chromium | 1200–1400 |
Table on Types of Materials Used in Powder Metallurgy!
Powder Metallurgy Materials for High-Performance Applications!

· High-Temperature Alloys
When it is hot out, high temperature metals remain strong. These alloys are used by engines in handling heat within heat above 3000°F. PM mixes it with metals like Nickel to make it tough. For such extreme needs JH MIM supplies strong MIM parts.
Powder Metallurgy (PM) parts hold shape under 400 MPa pressure. At high speeds, they even protect machines. These alloys operate engines safe and stout at 80% of the engine’s capability.
· Corrosion-Resistant Materials
This PM stops metal from rusting in water! Titanium coated Gears remain strong at 90% power Wet. PM provides a ‘passive layer’ over metal for salty air. Car engines and boat parts stay safe with Powder Metallurgy (PM) help, holding up to 120 MPa force. Without rust, PM keeps machines working safely.
· Soft Magnetic Composites
Magnetization without heating up, a prime feature of PM metals. PM utilizes 100 A current flow and heats only up to 200°C by mixing iron powders (which stay cool). The materials developed by JH MIM help boost efficiency in electric vehicles.
These things save energy on vehicles. The insulation holds the magnetic fields in electric cars made of these metals. PM makes it possible to have shape and strength for longer times in parts!
· Wear-Resistant Alloys
PM prevents metal from wearing down. Alloys with Carbide layers don’t scratch, and parts such as drills use them. PM parts are held to 85 HRC hardness and are strong under 500 N force. The metal lasts longer with these layers. With all the use, PM keeps machines working better, and saves on new parts!
· Heat-Resistant Components
Hot parts stay cool, even in a PM! Mechanically combined PM mixes Titanium and Aluminum for heat-resisting parts at 1200°F. To prevent burning they use ”oxide layers”.
These parts improve cars and planes, reaching 330 MPa strength. PM retains its shape, and having no melting point, parts do not melt in extreme heat and makes engines strong. Components for safer engines are created by JH MIM.
Choosing the Right Powder Metallurgy Material Composition!
· Alloying Elements
Metals such as nickel, copper and zinc are added to iron to make things stronger. It has 10% nickel for strength, and 5% copper, which allows parts to work with power. The material lasts because each metal piece mixes well. Powder Metallurgy (PM) blends are just right for things like cars and planes.
· Multi-Composite Materials
Powder Metallurgy (PM) blends metals with things like tungsten and silicon to make parts extra strong. Adding ceramics to the mix even increases the strength, so parts remain strong.
For example, in engines, these mixes are great because parts tend to last much longer under hard work or heat. Long lasting machines want multi composites.
· Friction Resistance
However, some parts resist rubbing so that they stay strong. Metals are made to last longer by adding materials such as alumina, PM. Alumina improves friction in car brakes. With lots of rubbing, parts last longer because of this. These parts in tough handle heat and working well in machine.
· Graphite Lubrication
Soft graphite, another form of carbon, is added so parts slide past one another smoothly. But only 2-3% graphite in PM makes it nice and smooth. These parts don’t wear out so quickly. It cools parts without oils, keeping them cool and quiet. For machines that are running all the time graphite is perfect.
· Custom Alloy Blends
Unique parts are made from special metal mixes. For example, while 15% chromium in iron doesn’t rust outside is great. The Custom PM blends provide parts with exactly what they need; heat resistance or rust resistance, for example. These strong custom alloys are needed by machines, by medical parts, & aeroplanes for tough work.
Powder Size and Shape – Impact on Performance!
· Particle Size Control
You control particle size for Powder Metallurgy (PM) to make parts solid. Sizes range 1-2500 μm. The control of it is accurately done by laser diffraction. By doing so you get uniform parts without holes, saving on materials. Good particles stick together better when they are the right size, making strong parts in PM.
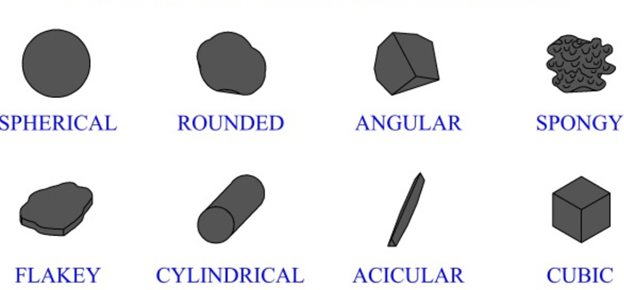
· Spherical Powders
PM is easy with spherical powders. They neatly stack and flow smoothly. Gas atomized are best made in sizes from 10-150 μm. The PM time and energy saved by this shape reduces the time and energy consumed in obtaining a compact and durable finish. These are shapes Powder Metallurgy likes for a nice, smooth strong part.
· Bulk Density Impact
PM powders fill molds well. Generally, 4.5 g/cm³ density is required for the iron powders. This is a density that keeps parts solid and fill the gaps. Big structures are saved on materials, are stronger and last longer with dense particles.
· Irregular Shapes
PM is harder when it contains irregular particles. Shapes like flakes are low convexity and don’t flow smoothly. Since they need so much extra force to fit in tightly, they leave gaps. The powders that make strong parts for Powder Metallurgy jobs are discovered by shape control. It’s just smoother shapes which help the whole process.
· Flowability Enhancement
PM is good because it’s easy. Hall Flow Meter tests demonstrate that powders pass in 15 seconds. Powders flow nicely if they are spherical shapes and have additives. Keeping PM flow smooth keeps machines running, saves time, stops jams, and keeps things fast and neat.
Best Practices in Material Selection for Powder Metallurgy!
· Particle Size Control
Tiny metal pieces in Powder Metallurgy (PM) need special sizes for strong parts. The Mastersizer 3000 checks pieces from 0.1 to 2500 µm. If we stay the right sizes things go together. Using less space, not wasting as much material, and decreasing costs, tight packed pieces are better. Machines using laser light make parts tough.
· Spherical Powders
Round metal pieces in Powder Metallurgy (PM) make parts strong. Smooth round pieces fit tight at sizes 20-100 µm. Parts that are round in shape flow into molds without the bumps. These make better gear like stops cracks. PM parts are still smooth and tough when round powder is used.
· Bulk Density Impact
Heavy powder parts fill well. At bulk density of 4 g/cm3, PM requires powder to fit tight. The high density causes parts like bolts to be strong. Using less powder it saves materials. Dense powder also means a part is heavier and more durable, producing less waste in PM, and uses less extra space.
· Irregular Shapes
PM holds metal powders loosely and the shape of the slices are various; some are odd. These odd sizes 20-500 µm don’t fit tight so parts can stay loose. Odd shaped loose parts work in filters, but may break into solid pieces. Flow is altered by shapes; thus, smooth shapes are the best for strong parts in PM.
· Flowability Enhancement
For PM powder need smooth to flow. Powder fill molds right when flow is smooth. Flow is improved by clumps stopped with round shapes. Even layers and strong parts mean good flow rates by g/s. PM-like tools have fewer gaps and last longer because they’re made with smooth powder.
Innovations in Powder Metallurgy Materials!

· Additive Manufacturing
Additive Manufacturing in Powder Metallurgy (PM) builds parts in layers. It’s a chemistry problem – you use tiny metal powders, say titanium, about 50 µm across. Strong shapes are made by melting each layer with a laser. These are as hard as steel. This is great for tiny gears in engines and PM saves 30% of material. Powder Metallurgy (PM) makes this possible!
· Green Technology Adoption
Powder Metallurgy (PM) uses green tech to recycle metal powders and cut waste by 25%. Aluminum is one of these powders which melts at 1200°C to shape the parts without new material. The powders are shaped by machines to make car parts. PM saves energy and consumption in the production process. It’s eco-friendly and strong!
· Sustainable Alloys
Sustainable alloys, like 316L stainless steel, use Powder Metallurgy (PM) to save waste. You use teeny powders 30 µm across, barely melted. These alloys produce strong parts for planes and tools. PM recycling pays off 40% cost savings and helps the earth. It is a perfect process to make strong aeroplane parts.
· Advanced Tooling
In PM, metal powders are shaped and hardened by using advanced tools. The parts (form) tightly with 200 MPa (Mold high pressure). Tool molds filled with powders, such as copper or steel, make the tools. The parts become solid and strong at 1000°C. These tools are long lasting and work hard.
· Custom Powder Blends
Custom powder blends mix metals, like copper, nickel, and titanium, in Powder Metallurgy (PM). Unique parts are made by mixing powders 10-50 µm wide, and melting at 1300°C. For cars or electronics, each blend creates parts that become heat resistant and strong. It is great for custom, resilient parts that do not break easily.
Conclusion
Choosing good materials in Powder Metallurgy (PM) keeps parts strong and affordable. Each one (from iron to special alloys) is useful. Want to learn more? Find the best PM materials for any job at JHMIM.