
Titanium ranks as the ninth most abundant element in Earth’s crust and constitutes about 0.6% of its composition. The metal commands premium pricing in manufacturing sectors despite this natural abundance. High reactivity with oxygen during extraction and processing drives up costs. The Kroll process remains the main method to produce pure titanium from rutile and ilmenite ores. This energy-intensive technique contributes to elevated material costs that often exceed those of aluminum and steel.
The strength-to-density ratio of titanium surpasses all other metals on the periodic table. Titanium weighs roughly half as much as steel while delivering comparable tensile strengths ranging from 210 to 1380 MPa. Its density sits at about 4.5 g/cm³. This exceptional combination enables engineers to design components that maintain structural integrity while achieving weight reductions. The aerospace industry has adopted titanium extensively then, with the Ti-6Al-4V alloy accounting for nearly half of global titanium consumption.
Corrosion resistance stands out as a defining characteristic. Titanium forms a stable titanium dioxide layer on its surface when exposed to oxygen. This passive film protects the underlying metal from degradation in marine environments, chemical processing systems and biological fluids. The biocompatibility conferred by this oxide layer has positioned titanium as the material of choice for surgical implants, orthopedic devices and dental applications.
Powder metallurgy routes have gained prominence for manufacturing titanium components as additive manufacturing technologies mature. Titanium powder for 3d printing enables the production of complex geometries unachievable through conventional machining. Metal injection molding and hot isostatic pressing further expand manufacturing titanium capabilities for high-volume production. Sintering titanium and titanium alloy powder processing require precise control of oxygen content and particle characteristics to achieve desired mechanical properties. Production method, purity requirements and particle size specifications influence titanium powder price.
Understanding Titanium Powder Fundamentals
Understanding Titanium Powder Fundamentals
Chemical Composition, Interstitial Elements, and Particle Morphology
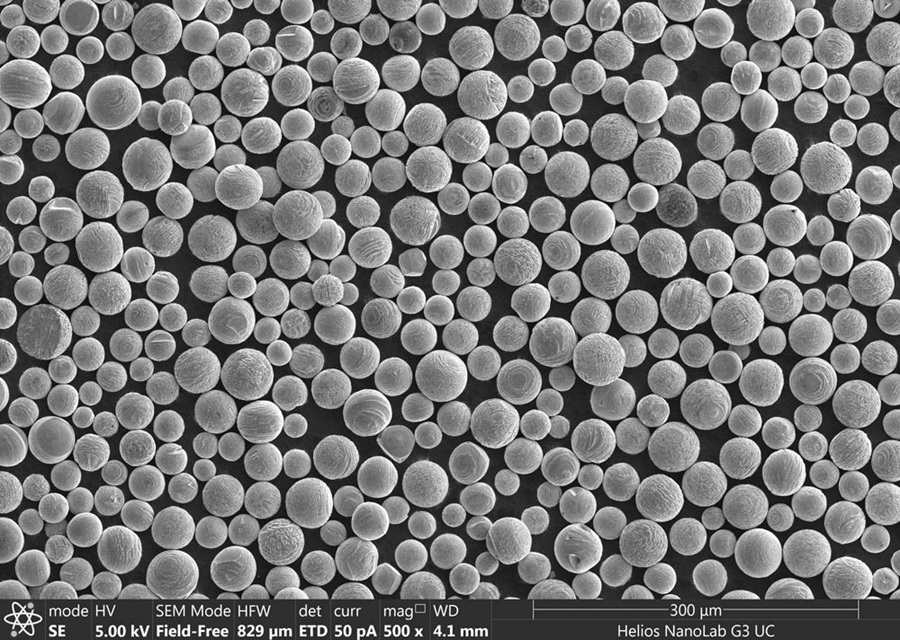
Titanium powder consists of spherical particles that range from 15 to 150 microns in diameter. Control of oxygen content represents the most critical quality parameter for powder applications. Most manufacturing titanium processes require oxygen levels below 0.15 wt.% in the powder to meet final component specifications of less than 0.2 wt.%. Titanium has an extreme affinity for oxygen. This makes reduction challenging and contributes significantly to titanium powder price.
Particle morphology covers shape, surface texture, and satellite formation. Spherical particles promote consistent flow and predictable packing behavior during processing. Particles that exhibit roundness and smooth surfaces roll with ease and reduce friction during powder spreading or feeding operations. Irregular particles interlock and resist movement by contrast. This causes inconsistent flow and poor layer uniformity. Surface roughness increases friction between particles and affects spreading and layer formation in a negative way. The HDH method produces irregular angular morphology with much higher oxygen concentration compared to atomized powder, which maintains a surface oxide layer around 3 nanometers thick.
Physical Properties and Thermophysical Material Characteristics
The density of titanium alloy powder measures 4.50 g/cm³ with a melting point between 1650-1670°C. Thermal conductivity of bulk titanium reaches 17 W/mK. Powder beds at 50% relative density exhibit effective thermal conductivity around 0.13 W/mK. This difference influences sintering titanium and heat management in additive manufacturing processes. The thermal expansion coefficient measures 8.90 µm/m°C. Crystal structure exists as alpha hexagonal close-packed, beta body-centered cubic or a combination of both phases.
Industrial Titanium Alloy Powder Grades and Standard Classifications (Ti-6Al-4V, CP-Ti)
| Grade | Aluminum | Vanadium | Oxygen Max | Iron Max |
|---|---|---|---|---|
| Ti-6Al-4V (Grade 5) | 5.5-6.76% | 3.5-4.5% | 0.20% | 0.30% |
| Ti-6Al-4V ELI (Grade 23) | 5.5-6.5% | 3.5-4.5% | 0.130% | 0.25% |
| CP-Ti Grade 2 | – | – | 0.25% | 0.30% |
| CP-Ti Grade 4 | – | – | 0.40% | 0.50% |
ASTM B988 covers powder metallurgy structural components fabricated from commercially pure and pre-alloyed powders. ISO/ASTM 52906-23 addresses Ti-6Al-4V alloy powder for powder bed fusion processes in aerospace and medical applications.
Production Methods for Manufacturing Titanium Powder
Gas Atomization Process (VIGA and EIGA Mechanics)
Vacuum Induction Melting Inert Gas Atomization melts charge material in a crucible before pouring through a delivery system. High-velocity annular gas jets break the liquid stream into droplets at this stage. VIGA systems process materials with melting points up to 1700°C and produce spherical particles with D50 values between 30-90 μm. Electrode Induction Melting Gas Atomization eliminates crucible contact. A rotating pre-alloyed rod melts in an induction coil. The crucible-free EIGA process minimizes refractory contamination and reduces oxygen levels in titanium alloy powder. This makes it especially good for reactive metals.
Plasma Atomization Technology for High-Spherical Powders
Plasma torches generate temperatures that reach 10,000 K. Wire feedstock melts and atomizes at these temperatures. The process operates in controlled environments and produces titanium powder with exceptional purity and uniform spherical morphology. Particle size distribution ranges from 0 to 200 μm.
Hydride-Dehydride (HDH) Method for Cost-Effective Components
The HDH process exploits titanium hydride brittleness for mechanical milling under argon atmosphere. Hydrogenation occurs at 600°C. The brittle hydride then undergoes grinding and dehydrogenation at 700°C under vacuum. HDH powders exhibit angular morphology and measure 50-300 μm. Oxygen content may exceed atomized alternatives, but the method provides cost advantages for manufacturing titanium components.
Plasma Rotating Electrode Process (PREP) for Premium Cleanliness
PREP melts a rotating bar electrode with plasma. Centrifugal force ejects molten droplets radially. The process produces spherical particles between 100-300 μm with sphericity exceeding 93% and oxygen content below 1000 ppm. PREP powder contains no satellites and minimal internal porosity.
Quality Control, Sieving, and Particle Consolidation in Powder Production
Ultrasonic sieving systems remove coarse particles and contaminants from titanium powder for 3d printing applications under argon atmosphere. Vibrations at 33-37 kHz preserve particle morphology and separate reusable fractions.
Critical Engineering Considerations for Titanium Powder Selection
Evaluating titanium powder requires a rigorous analysis of specific metallurgical and physical characteristics to ensure structural integrity and predictability in the final product.
Particle Size Distribution (PSD) Requirements for Enhanced Sintering Density
Particle size distribution (PSD) directly dictates the packing density and sintering behavior of the powder. For laser powder bed fusion (LPBF), a fine distribution typically ranging from 15 to 45 μm is utilized to achieve high resolution and surface finish, whereas electron beam melting (EBM) and metal injection molding (MIM) often benefit from coarser cuts or wider distributions between 45 and 106 μm. Managing the ratio of fines is crucial: too many fine particles can induce agglomeration and erratic layer spreading, while an excess of coarse particles increases structural porosity and reduces final sintered density.
Flowability, Hausner Ratio, and Packing Density Analysis
Excellent flowability ensures consistent feeding and uniform layer thickness during processing. We rigorously evaluate powder flow characteristics using standard Hall Flowmeter tests (ASTM B213) or automated powder rheometry. Key indicators such as the Hausner Ratio and Carr Index are calculated from tap and bulk density measurements; a Hausner Ratio below 1.25 indicates superior, free-flowing characteristics. Maximizing the packing density minimizes shrinkage variance during subsequent vacuum sintering or hot isostatic pressing (HIP) operations.
Oxygen Content Control and Prevention of Interstitial Contamination
Titanium has an extraordinary affinity for interstitial elements—specifically oxygen, nitrogen, and hydrogen—at elevated temperatures. Excess oxygen acts as a solid solution strengthener but drastically reduces ductility and fracture toughness in titanium alloys like Ti-6Al-4V. For premium-grade components, oxygen pickup must be strictly minimized. We maintain high-purity argon environments during all handling phases and implement advanced vacuum degassing cycles to guarantee that interstitial oxygen remains securely within standard international specifications (e.g., under 0.15–0.20 wt%).
Titanium Powder Price Factors and Strategic Cost Optimization
The commercial viability of titanium powder metallurgy is shaped by production yield, raw material purity, and the specific atomization technique used. Plasma atomized (PA) and PREP powders yield the highest sphericity and lowest defect rates but command a premium. Conversely, Hydride-Dehydride (HDH) powders offer a cost-effective alternative for less critical structural components or applications where blocky morphology can be accommodated. Balancing batch requirements and mechanical performance goals allows for optimal cost-per-part efficiency.
Pyrophoric Hazards: Storage and Handling Safety Protocols
Finely divided titanium powder is highly pyrophoric and presents severe dust explosion hazards. Fine fractions can ignite spontaneously in air if disturbed or exposed to electrostatic discharge. Our storage and handling safety protocols demand that all titanium powders be stored in tightly sealed, original containers under an inert gas blanket (such as argon) or within dedicated climate-controlled storage vaults. Class D fire extinguishers and specialized non-sparking tools are mandatory requirements across all processing and handling areas.
Industrial Applications and Advanced Shaping Technologies
Titanium Powder for 3D Printing and Additive Manufacturing (LPBF and EBM)
Laser Powder Bed Fusion operates with particle sizes between 20-45 μm and enables intricate geometries impossible through conventional machining. Electron Beam Melting employs coarser 45-106 μm powders. It processes material under vacuum at temperatures up to 1000°C. The vacuum environment prevents oxidation during melting. This makes EBM especially good for reactive titanium alloy powder. Particle size distribution and flowability influence printed part quality.
Metal Injection Molding (MIM) Applications: High-Volume Net-Shape Production
MIM combines injection molding flexibility with metal performance for parts weighing less than 100 grams. The process is budget-friendly when production exceeds 10,000 pieces annually. Titanium manufacturing through MIM achieves 99.9% density when combined with post-sintering hot isostatic pressing. Oxygen control during titanium sintering remains significant, as excess oxygen boosts tensile strength but reduces ductility.
Hot Isostatic Pressing (HIP) and Vacuum Sintering Dynamics
HIP applies temperatures up to 2,000°C with gas pressures reaching 45,000 psi. It seals internal porosity through plastic yielding and diffusion. Standard sub-beta-transus HIP treatments reduce strength by 3-5%. Super-beta-transus treatments with rapid quenching maintain as-built strength levels. Vacuum sintering removes chloride volatiles and achieves densities between 95-99%.
Key Sectors: Aerospace Components, Medical Implants, and Automotive Performance Parts
Aerospace applications employ titanium powder for 3d printing to manufacture structural elements and engine components meeting stringent specifications. Medical devices exploit biocompatibility for orthopedic and dental implants with customized surface textures. Automotive sectors deploy titanium in exhaust systems and suspension components where weight reduction proves significant.
Partner with Us for Advanced Precision Titanium Component Manufacturing
State-of-the-Art Vacuum Sintering Infrastructure and Metallurgical Quality Assurance
Quality systems registered to AS9100 Rev D and ISO 9001-2015 standards ensure consistent metallurgical outcomes for sintering titanium components. Vacuum sintering furnaces operate between 1100-2000°C and remove oxygen, nitrogen, and water vapor to prevent oxidation during thermal processing. The oxygen-free atmosphere allows higher sintering temperatures. Parts with improved density, reduced impurity levels, and superior mechanical properties result from this process. Manufacturing titanium through vacuum sintering proves especially effective for materials sensitive to atmospheric contamination, where oxidation would compromise component integrity.
Metallurgical testing throughout production verifies alloy composition and interstitial content. Handheld XRF analyzers confirm elemental percentages meet specifications, as minor compositional deviations can affect structural performance. Positive material identification services provide 100% traceability to approved melt sources. Inspections using ultrasonic testing and X-ray analysis detect internal defects invisible to external examination. This all-encompassing approach reduces defect incidence and minimizes costs associated with rework.
Submit Your Component Drawings and STEP/IGS Files for a Technical DFM Review
Design for Manufacturability reviews begin with gathering component drawings, material specifications, and production volume requirements. STEP files contain detailed 3D part data that includes dimensional tolerances and material properties. IGES files provide surface translations with limited design information as a comparison. STEP format receives ongoing updates and maintains compatibility across CAD systems. Engineers assess design feasibility and identify tolerance requirements incompatible with selected materials or production methods. This collaborative process optimizes titanium alloy powder component designs for manufacturing efficiency while meeting quality specifications.
FAQs
Q1. What makes titanium powder suitable for aerospace and medical applications? Titanium powder offers an exceptional strength-to-density ratio, weighing approximately half as much as steel while maintaining comparable tensile strengths of 210-1380 MPa. It spontaneously forms a stable titanium dioxide layer that provides excellent corrosion resistance and biocompatibility, making it ideal for surgical implants, orthopedic devices, and aerospace structural components.
Q2. What are the main methods used to produce titanium powder? The primary production methods include Gas Atomization (VIGA and EIGA) for spherical particles, Plasma Atomization for high-purity powders, the Hydride-Dehydride (HDH) method for cost-effective angular particles, and the Plasma Rotating Electrode Process (PREP) for premium cleanliness with sphericity exceeding 93%. Each method produces different particle characteristics suited to specific applications.
Q3. Why is oxygen content control critical in titanium powder manufacturing? Oxygen content directly affects the mechanical properties of titanium components. Most manufacturing processes require oxygen levels below 0.15 wt.% in powder to achieve final component specifications of less than 0.2 wt%. Excess oxygen can enhance tensile strength but reduces ductility, making precise control essential for meeting performance requirements.
Q4. What particle size ranges are used for different titanium powder applications? Laser Powder Bed Fusion (LPBF) for 3D printing uses fine particles of 20-45 μm, while Electron Beam Melting (EBM) employs coarser 45-106 μm powders. Metal Injection Molding and other applications may use particles ranging from 50-300 μm depending on the specific process requirements and desired component characteristics.
Q5. How does vacuum sintering improve titanium component quality? Vacuum sintering operates at temperatures between 1100-2000°C in an oxygen-free atmosphere, removing contaminants like oxygen, nitrogen, and water vapor. This process allows higher sintering temperatures, produces parts with enhanced density (95-99%), reduces impurity levels, and delivers superior mechanical properties compared to conventional sintering methods.