Introduction
Metal Additive Manufacturing (AM) has evolved from a mere prototyping tool into a robust solution for serial production. However, to truly unlock its value, you must balance design freedom against the harsh realities of manufacturing: scalability, material density, tolerances, and post-processing costs.
To choose the right process, production teams must look beyond the hype and evaluate three core vectors:
-
Production Volume & Scalability: Is it for low-volume prototypes or mid-to-high volume serial runs?
-
Material Compatibility: How do mechanical properties differ across Titanium, Stainless Steel, and Tool Steel?
-
Critical Selection Factors: What are the real tradeoffs between surface finish, design complexity, and initial investment?
At JHMIM, we bring over 15 years of precision metallurgy expertise to bridge the gap between digital design and flawless mass production. Serving critical sectors like aerospace, medical, and automotive, we offer one-stop integration of MIM, titanium 3D printing, and precision machining. This guide delivers a clear, engineering-backed framework to help you select the exact metal AM process your next project requires.
Understanding Metal Additive Manufacturing Technology
Metal additive manufacturing systems operate on different principles than the machining and casting methods that have dominated production floors for decades. Understanding these differences shapes how engineers approach design, material selection, and production planning.
What Makes Metal AM Different from Traditional Manufacturing
Traditional manufacturing processes remove material from larger blocks through cutting, drilling or grinding. They pour molten metal into pre-made molds. Metal additive manufacturing processes take the opposite approach and build components from the ground up. Material gets added only where needed. This eliminates much waste that subtractive methods create.
This additive approach creates design possibilities that conventional techniques cannot achieve. Internal channels, organic lattice structures and complex geometries that would require multiple machined parts and assembly steps can be produced as single, integrated components. Traditional methods often penalize complexity with higher costs and longer lead times. Metal additive manufacturing treats geometric complexity as a natural capability rather than an expensive exception.
The freedom extends beyond geometry. Metal AM allows manufacturers to start production as soon as digital files are ready. No investment in tooling, molds or specialized fixtures is needed. This moves the economics for low-volume production and rapid prototyping, where traditional setup costs become prohibitive.
Layer-by-Layer Production Approach
Metal additive manufacturing builds parts through repeated material deposition. Each layer bonds to the previous one as the build platform moves down or the deposition head moves upward. The layer thickness ranges from 20 to 60 micrometers, depending on the process and resolution requirements.
Metal powder or wire gets melted using an energy source such as a laser, electron beam or plasma arc. The molten material solidifies and fuses with the layer beneath it. This rapid heating and cooling creates unique microstructures that differ from metals manufactured through conventional methods. Parts often exhibit finer grain structures and can achieve higher yield strengths. They may also develop residual stresses that require post-processing.
The build continues layer by layer until the complete geometry takes shape. Unbound powder in powder bed systems provides natural support during printing and gets removed after the build completes. Other processes require dedicated support structures that must be designed into the build and removed afterward.
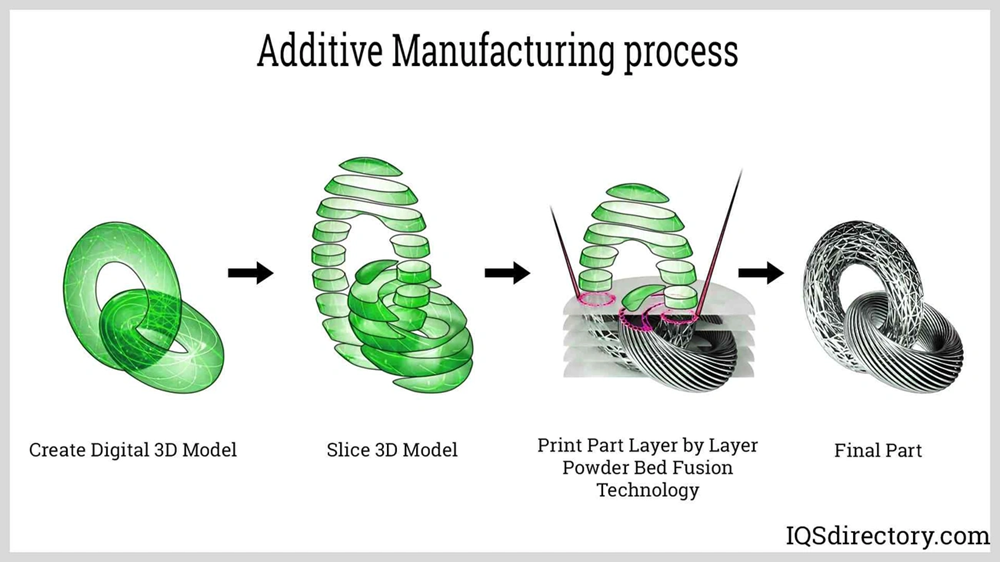
Digital Design to Physical Part Workflow
The metal additive manufacturing process begins with design. Engineers either adapt existing component designs for AM production or create new geometries that exploit the technology’s capabilities. Design for additive manufacturing thinks about things like part orientation, support structure placement and how the build will be sliced into layers.
Pre-processing converts 3D CAD files into machine instructions. Software slices the digital model into layers and generates toolpaths that tell the printer exactly where to deposit material and what process parameters to use. Parameters include laser power, scan speed, layer thickness and hatch spacing. Physical setup follows and involves build platform preparation, chamber atmosphere control and material loading.
The printing stage can span from hours to several days depending on part size and process type. Modern systems run with minimal operator intervention once the build starts. Some technologies require elevated build chamber temperatures. This adds time to the overall cycle.
Post-processing represents an important phase that often receives less attention than it deserves. Parts require removal from build plates, often using electrical discharge machining or band saws. Support structures get trimmed away. Many metal AM parts undergo stress relief heat treatment to address residual stresses from rapid cooling cycles. Additional steps may include hot isostatic pressing to reduce porosity, surface finishing through machining or polishing and secondary heat treatments to achieve desired material properties.
Quality assurance runs throughout the entire workflow rather than occurring at a single checkpoint. Process monitoring during printing, dimensional inspection after build removal and mechanical testing of finished parts all help ensure components meet specifications. Metal additive manufacturing demands robust quality protocols since process repeatability depends on controlling numerous variables carefully across materials, hardware and environmental conditions.
Main Types of Metal Additive Manufacturing Processes
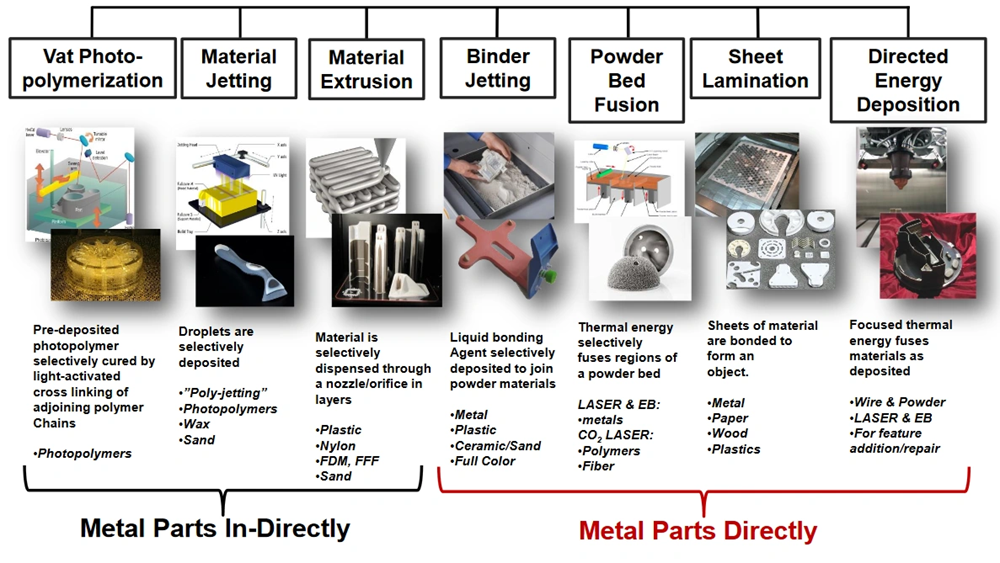
Four major metal additive manufacturing processes dominate industrial applications. Each employs distinct mechanisms to convert raw materials into finished components. The selection between these approaches depends on part requirements, production volumes and material considerations.
Powder Bed Fusion (PBF) Systems
Powder bed fusion represents the most mature metal additive manufacturing process category. Machines spread thin powder layers across a build platform and selectively melt material using focused energy sources. Laser-based systems direct high-power lasers to fuse metal particles. We call these Selective Laser Melting (SLM), Direct Metal Laser Sintering (DMLS), or Laser Powder Bed Fusion (LPBF). Electron Beam Melting (EBM) uses electron beams within vacuum chambers instead of lasers.
These systems achieve exceptional precision. Layer thicknesses typically fall between 20 and 60 micrometers. The unfused powder surrounding parts provides inherent support during builds and eliminates support structure requirements in many cases. But metal powder bed systems need substantial capital investment. Machines often exceed one million dollars. The powder handling infrastructure adds complexity as metal powders demand careful atmospheric control and safety protocols. PBF produces parts with excellent surface finish and tight tolerances, making it suitable for complex geometries in aerospace and medical applications.
Binder Jetting (BJ) Technology
Binder jetting takes a fundamentally different approach. It deposits liquid binding agents onto powder beds rather than melting material during the build process. Print heads spray binder across each powder layer selectively, causing particles to adhere together. These print heads work like conventional inkjet printers. This room-temperature process eliminates thermal stresses during printing and allows multiple print heads to operate at once, substantially increasing production speed.
The green parts that emerge from binder jetting builds exhibit relatively low density. They typically range from 30% to 60% of the theoretical metal density [1]. Then parts need post-processing through debinding to remove binding agents and high-temperature sintering to achieve consolidation. Final sintered parts often retain porosity exceeding 1% [1], which limits mechanical performance compared to fully dense components. The absence of heat sources during printing lets binder jetting process materials with high reflectivity or thermal conductivity that challenge laser-based systems. The support-free nature and batch production capabilities position binder jetting for cost-effective serial manufacturing despite density challenges.
Directed Energy Deposition (DED)
Directed energy deposition systems deliver material and focused energy through a single deposition head at once. The feedstock gets melted by lasers, electron beams or plasma arcs as it deposits onto substrates. The feedstock can be metal powder or wire. This approach is different from powder bed methods since material gets added only where needed rather than spreading across entire build areas.
DED excels at repairing damaged components and adding features to existing parts. It doesn’t need flat starting surfaces. The technology achieves high deposition rates. Electron beam systems reach up to 9 kg per hour [2]. These capabilities make DED suitable for large-scale components, though the process sacrifices resolution compared to powder bed fusion. Parts typically need substantial post-machining to achieve final dimensional tolerances and surface finishes.
Material Extrusion (ME) Methods
Material extrusion for metals employs bound metal powder feedstock where metal particles are suspended in polymer binders, like metal injection molding media. This approach represented 10% of all metal additive manufacturing sales in 2020 [3] and operates 60-80% more economically than powder bed fusion systems [3].
The process extrudes material through heated nozzles onto build platforms and creates green parts that undergo debinding and sintering afterward. The polymer binder gets removed chemically or thermally before high-temperature sintering consolidates the metal powder into dense components. Parts typically shrink 12-20% during sintering as the binder volume gets eliminated and metal particles fuse together. Material extrusion systems need lower capital investment and handle safer feedstock compared to loose powder processes. But achieving full density and managing dimensional control through shrinkage remain ongoing challenges.
Production Volume and Scalability Requirements
Production volume requirements influence which metal additive manufacturing process makes economic and operational sense for a given application. The relationship between batch size, part complexity, and manufacturing costs creates distinct zones where different technologies excel.
Low-Volume and Prototype Production
Metal additive manufacturing demonstrates clear advantages for quantities below 100 parts per year. Traditional manufacturing methods carry substantial setup costs for tooling and fixtures that overwhelm per-unit economics at small scales. High-quantity production spreads the original investment across parts, but low-quantity production sees capital investment overwhelm the part cost [4].
Prototype development benefits from AM’s toolless production approach. Design iterations occur through simple file updates rather than expensive mold modifications. Medical device manufacturers use low-volume production to test concepts in pilot markets or clinical trials before committing to larger volumes [4]. The absence of minimum order quantities allows engineers to produce the number needed for validation testing without carrying inventory risk.
Mid-Volume Serial Manufacturing
Production runs between 100 and 1,000 parts per year represent a transitional zone where process selection becomes more nuanced. Volumes that increase beyond prototyping move manufacturing from an engineering exercise to a production process requiring repeatability and stability [5]. Design decisions begin affecting manufacturing efficiency. Small geometric choices that had minimal effect during prototyping introduce complexity when parts fill build volumes across machines [5].
Material selection becomes more structured at this scale. Production programs introduce greater emphasis on traceability, with material lot tracking, documented process parameters, and standard operating procedures becoming expectations [5]. Finishing and inspection requirements increase as dimensional tolerances tighten [5]. Digital workflow management becomes important for maintaining consistency across builds, machines, and facilities [5].
High-Volume Production Capabilities
Metal additive manufacturing faces inherent limitations competing with traditional methods beyond several thousand parts. The technology lacks economies of scale since the absence of custom tooling means unit price remains unchanged at higher quantities [6]. Injection molding can produce thousands of parts per hour with multiple cavities, while 3D printing remains limited to batch production at much slower rates [7].
Binder jetting systems address throughput constraints through simultaneous multi-head operation and large-batch furnace sintering [3]. Powder bed fusion machines with multiple lasers improve production capacity, with some systems featuring up to 32 lasers for ultimate production capability [8]. Still, high-volume applications require hybrid approaches that combine AM’s geometric freedom with traditional manufacturing’s speed.
Batch Processing vs Single-Part Manufacturing
Build chamber utilization affects cost competitiveness. Powder bed fusion achieves a 65% cost reduction per part when moving from single-part builds to full chamber capacity of 72 parts [9]. Fixed overhead including machine preparation, cooldown, and material handling spreads across more units and creates substantial per-part savings [9]. Conversely, directed energy deposition struggles with small-part batching since each component requires individual sequential deposition and results in linear cost scaling [9].
Material Selection and Process Compatibility
Material compatibility varies by a lot across metal additive manufacturing processes. Each technology shows distinct advantages for specific alloy families.
Stainless Steel Processing Options
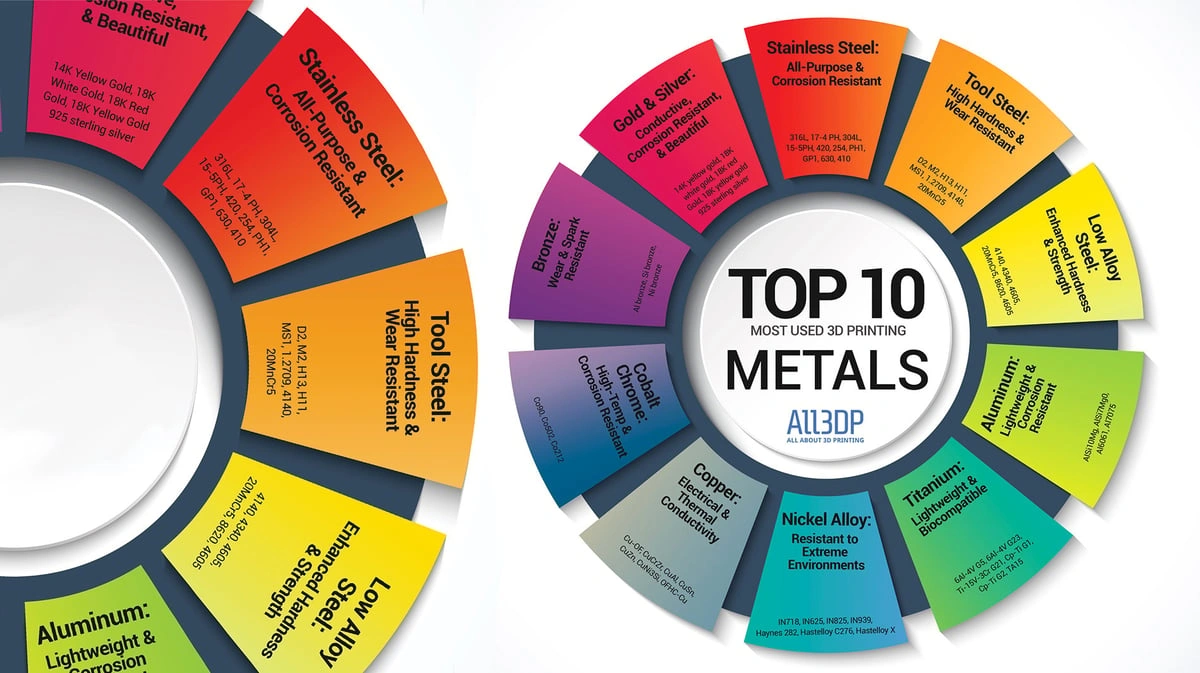
Austenitic stainless steel 316L dominates metal additive manufacturing applications. It has excellent processability and corrosion resistance. LPBF produces 316L with ultimate tensile strengths between 640-700 MPa compared to 450-555 MPa for material processed conventionally [10]. Precipitation hardening stainless steels like 17-4PH achieve strengths around 1380 MPa after H900 heat treatment [10]. Binder jetting processes stainless steels but requires sintering. This results in residual porosity around 3% [11]. Material extrusion handles 17-4PH and 316L well, though parts require debinding and sintering with 12-20% shrinkage [3].
Titanium Alloy Applications
Ti-6Al-4V represents the most processed titanium alloy in metal additive manufacturing. Aerospace and medical implant applications favor it because of its high strength-to-weight ratio and biocompatibility [12]. LPBF Ti-6Al-4V achieves yield strengths between 972-1096 MPa horizontally and 832-1096 MPa vertically [12]. The alloy’s difficulty in conventional machining makes additive manufacturing especially attractive [12]. Titanium 3D printing enables complex aerospace components, turbine blades and medical implants with reduced production time [13].
Tool Steel and High-Performance Alloys
H13 tool steel compatibility varies by a lot across processes. LPBF and DED achieve near-full densification exceeding 99.9%. FDMS methods produce only 90.7-94% density and binder jetting reaches 99.3% [14]. The carbon content in tool steels challenges some processes. This makes maraging steels like 18Ni-300 popular alternatives for tooling applications [15].
Material Properties Across Different Processes
Process selection affects mechanical performance directly. PBF delivers the highest density and strength but shows anisotropy between build orientations [12]. DED exhibits greater anisotropy than PBF. Horizontal orientation shows 16% higher ultimate strength than vertical in some materials [12]. Binder jetting produces isotropic properties but with lower absolute strength due to residual porosity [11].
Critical Factors for Process Selection
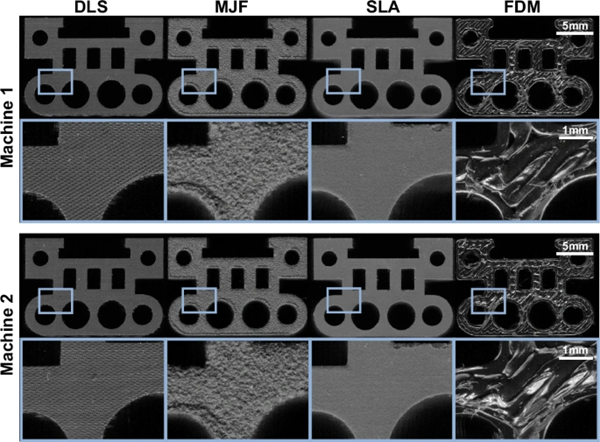
Image Source: ResearchGate
Selecting the right metal additive manufacturing process means evaluating multiple interdependent factors that end up determining production success and economic viability.
Part Complexity and Design Freedom
Powder bed fusion excels at producing intricate internal channels and complex geometries with minimum feature sizes down to 0.2 mm [16]. Directed energy deposition handles simpler forms with features above 1 mm [16]. Design complexity affects inspectability and post-processing availability directly.
Surface Finish and Tolerance Requirements
As-built surface roughness varies between processes. Bead-blasted DMLS stainless steel 316L achieves 6 µm Ra, while titanium Grade 5 reaches 5 µm Ra [17]. Binder jetting accommodates finer powder particles for improved surface quality but demands tolerance allowances due to sintering-induced dimensional changes [18].
Production Timeline and Lead Time
EBM needs overnight cooling periods after build completion. Binder jetting involves time-consuming debinding and sintering stages [18]. SLM offers shorter cycle times with minimal post-build waiting.
Cost Analysis: Initial Investment vs Operating Expenses
Pre-processing and post-processing operations represent around 70% of total part costs [16]. Machine depreciation, material expenses and labor distribute differently across technologies. Powder bed systems carry higher capital requirements but lower per-part material waste.
Post-Processing and Finishing Needs
Support structure removal, stress relief heat treatment and surface finishing requirements vary by process. Parts handling fluid flow demand internal surface treatments like abrasive flow machining. These are available only through specialized techniques [19].
Quality Control and Certification Standards
Aerospace and medical applications need rigorous damage tolerance assessment and material characterization protocols [20]. Certification pathways differ between processes. Established PBF standards contrast against emerging binder jetting qualification frameworks.
Conclusion
You need to evaluate production volumes, material requirements, geometric complexity, and quality standards to select the right metal additive manufacturing process. Powder bed fusion delivers exceptional precision for complex parts. Binder jetting offers economical serial production. Directed energy deposition excels at large-scale components and repairs, and material extrusion provides available entry points for manufacturers. Then successful implementation depends on matching process capabilities with specific application needs. JHMIM, a global supplier with over 15 years of experience in precision metal components, serves as a core strategic partner for high-end manufacturing companies worldwide through their advanced integration of metal injection molding, powder metallurgy, titanium alloy 3D printing, and precision machining technologies. They deliver detailed technical solutions from structural optimization and material selection to final mass production across aerospace, medical device, automotive, and industrial equipment industries.
FAQs
Q1. What are the main differences between metal additive manufacturing and traditional manufacturing methods? Metal additive manufacturing builds parts by adding material layer by layer only where needed, while traditional methods either remove material from larger blocks through machining or pour molten metal into molds. This additive approach eliminates much of the waste, allows for complex internal geometries and lattice structures, and doesn’t require expensive tooling or molds, making it more economical for low-volume production and rapid prototyping.
Q2. Which metal additive manufacturing process is best for high-volume production? Binder jetting is generally the most suitable process for higher-volume production among metal AM technologies. It uses multiple print heads operating simultaneously to increase production speed and allows for large-batch furnace sintering. However, for truly high volumes exceeding several thousand parts, traditional manufacturing methods like injection molding typically remain more cost-effective due to their superior economies of scale.
Q3. How does part complexity affect the choice of metal AM process? Powder bed fusion excels at producing highly intricate geometries with internal channels and minimum feature sizes down to 0.2 mm, making it ideal for complex designs. Directed energy deposition handles simpler forms with features typically above 1 mm and is better suited for large-scale components or repairs. The level of geometric complexity also impacts post-processing accessibility and inspection requirements.
Q4. What materials can be processed using metal additive manufacturing? Common materials include stainless steels (316L, 17-4PH), titanium alloys (Ti-6Al-4V), tool steels (H13), and maraging steels (18Ni-300). Material compatibility varies by process—powder bed fusion handles most alloys effectively, binder jetting works well with stainless steels but results in some porosity, and material extrusion processes bound metal powders that require subsequent debinding and sintering.
Q5. What post-processing steps are typically required for metal AM parts? Most metal AM parts require removal from build plates, support structure trimming, and stress relief heat treatment to address residual stresses. Additional steps may include hot isostatic pressing to reduce porosity, surface finishing through machining or polishing, and secondary heat treatments to achieve desired material properties. Post-processing operations can represent approximately 70% of total part costs.
References
[1] – https://www.sciencedirect.com/science/article/abs/pii/S0925838825037570
[2] – https://www.sciencedirect.com/topics/materials-science/directed-energy-deposition
[3] – https://www.sciencedirect.com/science/article/pii/S1526612522007459
[4] – https://www.asme.org/topics-resources/content/low-volume-manufacturing
[5] – https://www.stratasys.com/en/stratasysdirect/resources/articles/scaling-additive-manufacturing-production/
[6] – https://www.hubs.com/guides/metal-3d-printing/
[7] – https://www.fictiv.com/articles/3d-printing-for-high-volume-production
[8] – https://www.farsoon-gl.com/metal-3d-printing-solutions/
[9] – https://www.mdpi.com/2075-4701/15/10/1126
[10] – https://link.springer.com/article/10.1007/s10853-020-05109-0
[11] – https://worldstainless.org/wp-content/uploads/2021/12/ISSF_Additive_Manufacturing_with_Stainless_Steel.pdf
[12] – https://scholarworks.indianapolis.iu.edu/bitstream/1805/14955/1/Zhang_2017_Additive.pdf
[13] – https://www.sciaky.com/news/blog/titanium-3d-printing-applications
[14] – https://pmc.ncbi.nlm.nih.gov/articles/PMC12692884/
[15] – https://www.mpie.de/4193373/steels_for_AAM
[16] – https://link.springer.com/article/10.1007/s11665-022-06850-0
[17] – https://xometry.pro/en/articles/3d-printing-surface-roughness/
[18] – https://pmc.ncbi.nlm.nih.gov/articles/PMC5554053/
[19] – https://www.metal-am.com/introduction-to-metal-additive-manufacturing-and-3d-printing/secondary-finishing-processes-post-processing-for-metal-3d-printing/
[20] – https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=922581