Material extrusion uses a heated nozzle to push material and build objects layer by layer. Many industries favor this process for its ability to create complex shapes and functional parts. The technology, also called fused deposition modeling (FDM) or fused filament fabrication (FFF), supports rapid growth across sectors:
- The profile extrusion lines market reaches about $20 billion each year.
- Construction, automotive, and packaging industries drive expansion.
- Asia leads global adoption, while Europe and North America focus on innovation and sustainability.
Print head velocity strongly influences dimensional accuracy. For example, at 35 mm/s, wax filaments achieve improved accuracy, while PHV values of 20 mm/s for PCL/PLA composites reduce dimensional error below 15%. These results highlight the precision possible with material extrusion.
| Parameter | Statistic / Percentage | Impact on Effectiveness of Material Extrusion |
|---|---|---|
| Print Head Velocity (PHV) | Contributed 62.98% to model variance in X and Y planes | Indicates PHV is a major factor affecting dimensional accuracy and quality, critical for functional parts |
| PHV = 45 mm/s (PLA parts) | Increased DA, reduced shrinkage | Shows that specific PHV values can improve shape fidelity and dimensional stability |
Key Takeaways
- Material extrusion builds objects layer by layer by pushing heated material through a nozzle, enabling complex shapes and functional parts.
- Precise control of print head speed, temperature, and pressure is essential for high accuracy and quality in printed parts.
- Material extrusion supports many materials, including common thermoplastics like PLA, ABS, and PETG, as well as specialty and composite filaments.
- This technology is cost-effective, easy to use, and widely accessible, making it popular for prototyping, custom tools, and education.
- Parts made by material extrusion often have visible layer lines and weaker strength between layers, so careful calibration and material choice are important.
- Material extrusion excels in producing rapid prototypes, custom end-use parts, medical models, and artistic designs with good mechanical properties.
- Compared to other 3D printing methods, material extrusion offers more material options and faster builds but lower surface finish and resolution.
- Emerging trends include continuous fiber reinforcement and sustainable materials, which improve strength and expand applications.
How Material Extrusion Works
Material extrusion transforms digital designs into physical objects through a precise, stepwise process. This method relies on a combination of advanced hardware and carefully controlled parameters to achieve high efficiency and accuracy.
The Basic Process
Feeding the Material
The process begins with material preparation. Operators load thermoplastic filament spools or other feedstock into the printer. The filament acts as the raw material, which the system will later melt and deposit. For some advanced applications, such as metal-filled filaments, the polymer serves as a temporary binder, holding metal particles together until post-processing.
Heating and Melting
The extruder heats the filament to a specific temperature, typically within a narrow range (for example, 180°C to 220°C for HDPE). Temperature control within ±5°C ensures consistent material flow and prevents defects. Sensors monitor the temperature in real time, maintaining the optimal conditions for melting without degrading the material.
Extruding Through the Nozzle
Once the filament reaches the correct temperature, the extruder pushes the softened material through a fine nozzle. The extrusion speed, which can range from 0.5 to 100 feet per minute, balances productivity with product quality. Pressure consistency within ±10% of the set point prevents issues like die swell or surface cracking. The nozzle deposits the material along a programmed path, guided by G-Code instructions generated from slicing software.
Layer-by-Layer Building
The printer builds the object one layer at a time. The extrusion head moves along the X and Y axes, while the build platform adjusts in the Z-axis. Each new layer bonds to the previous one, gradually forming the final shape. Cooling fans or controlled cooling rates (about 10°C per minute for thermoplastics) help solidify each layer quickly, reducing internal stresses and improving dimensional accuracy.
Tip: Slicing software divides the 3D model into layers and generates precise toolpaths, optimizing build orientation and mechanical performance. Machine learning algorithms can further enhance surface quality and reduce build time by modeling the extrusion process at the voxel level.
The Critical Role of Sintering in Metal MEX: From “Green” to “Functional”
While the extrusion process defines the initial geometry, the sintering stage is where the actual metallurgical transformation occurs. In Metal Material Extrusion (Metal MEX), the 3D-printed “green part” is a composite of high-load metal powder and a multi-component polymer binder. To achieve full metallic density and industrial-grade mechanical properties, the component must undergo a rigorous two-step post-processing cycle: Debinding and Sintering.
The Post-Processing Roadmap:
-
Two-Stage Debinding: First, the primary binder is removed via chemical solvents or thermal decomposition. This results in a “brown part”—a fragile, porous metallic skeleton held together by a secondary backbone binder.
-
The Sintering Transformation: The part is placed in a high-temperature vacuum or controlled-atmosphere furnace. Temperatures are elevated to just below the solidus point (typically 1200°C to 1450°C for stainless steels). Through atomic diffusion, pores are eliminated, and metal particles fuse into a near-solid mass.
Why Sintering Expertise is Non-Negotiable:
-
Isotropic Shrinkage Compensation: As porosity is eliminated, parts shrink by 15% to 22%. Precision in MEX depends entirely on advanced scaling algorithms to compensate for this shrinkage in the initial CAD model.
-
Atmospheric Control (Oxygen Sensitivity): For reactive metals like Titanium (Ti-6Al-4V), oxygen pick-up is the enemy of ductility. Achieving an environment with <100 ppm oxygen is essential for aerospace and bio-medical grade components.
-
Mechanical Parity with MIM: Properly sintered MEX parts can reach 95% to 98% of theoretical density, offering fatigue strength and hardness comparable to traditional Metal Injection Molding (MIM).
Step-by-Step Overview of Material Extrusion:
- Part Preparation: Import the 3D model into slicing software, set parameters, and generate layer-based instructions.
- Machine Setup: Load filament, heat the build platform and nozzle.
- Printing: Melt and extrude the filament, depositing it layer by layer as the printer follows the programmed paths.
- Post-Processing: Remove supports and finish the printed object as needed.
Key Components
Extruder
The extruder feeds and melts the filament. It uses temperature sensors and pressure gauges to maintain optimal conditions. Consistent extrusion speed and pressure are critical for achieving uniform layers and preventing defects. The extruder’s design directly affects the efficiency and precision of material extrusion.
Nozzle
The nozzle shapes and deposits the molten material. Die geometry tolerances can be as strict as ±0.1 mm, ensuring accurate cross-sectional profiles. In-line inspection tools, such as laser micrometers with ±0.001 mm accuracy, monitor the output for dimensional consistency.
Build Platform
The build platform supports the object during printing. It often includes heating elements to control cooling rates and improve adhesion between layers. Proper platform leveling and temperature management reduce warping and enhance surface finish.
Motion System
The motion system controls the movement of the extruder and build platform. It operates along three axes (X, Y, and Z) to position the nozzle precisely. High-quality motion systems enable repeatable, accurate layer placement, which is essential for complex geometries and fine details.
- Anisotropic mechanical properties result from the layer-by-layer construction. Mechanical strength varies depending on the direction—strongest along the extrusion path and weaker between layers due to limited polymer chain entanglement and potential voids.
- Directly printed specimens often show higher tensile strength and elongation at failure compared to those cut from larger plates. This improvement comes from shorter interfilamentous times and better thermal profiles, which enhance polymer chain diffusion and interlayer adhesion.
- The manufacturing strategy, including sample preparation and thermal management, significantly influences the final mechanical performance of printed parts.
| KPI | Measurement Unit | Target / Benchmark | Impact on Efficiency and Precision |
|---|---|---|---|
| Energy Consumption | kWh per ton produced | Reduction by 15% | Lowers carbon footprint and operational costs |
| Waste Reduction | Percentage decrease | 15% reduction | Improves material utilization and reduces defects |
| Water Efficiency | Gallons per ton | Up to 20% reduction | Optimizes resource use and supports sustainable operations |
| Customer Satisfaction | Feedback score | ≥ 90% positive reviews | Reflects product quality and consistency |
| On-Time Delivery | Percentage | ≥ 95% on-time shipments | Enhances supply chain efficiency and customer trust |
| Repeat Business Rate | Percentage | ≥ 80% | Indicates reliability and product precision |
| Customer Service | Response time | 24-48 hours | Ensures quick resolution of quality issues |
| Parameter | Specification / Range | Impact on Efficiency and Precision |
|---|---|---|
| Extrusion Speed | 0.5 to 100 feet per minute | Balances productivity and product quality |
| Temperature Control | ±5°C tolerance (e.g., 180°C to 220°C for HDPE) | Ensures consistent material flow and quality |
| Pressure Consistency | Within ±10% of set point (10 to 700 MPa depending on material) | Prevents defects like die swell or surface cracking |
| Cooling Rate | ~10°C per minute for thermoplastics | Avoids internal stresses and material degradation |
| Die Geometry | Tolerances as strict as ±0.1 mm | Achieves desired cross-sectional accuracy |
| In-line Inspection | Laser micrometers with ±0.001 mm accuracy, ultrasonic testing, visual inspection | Ensures dimensional accuracy and defect detection |
| Sensors Used | Temperature sensors, pressure gauges, flow meters | Real-time monitoring and control of process parameters |
Material extrusion relies on the synergy of these components and process controls to deliver reliable, high-quality results. The integration of advanced monitoring and optimization techniques continues to push the boundaries of efficiency and precision in additive manufacturing.
Types of Material Extrusion Technologies
Material extrusion technologies have evolved to address diverse manufacturing needs. Researchers classify these technologies based on feedstock mechanisms and postprocessing requirements, following ISO/ASTM 52900 standards. Nozzle-joined systems, such as those in material extrusion, typically operate as single-step processes and require minimal postprocessing. This approach contrasts with container-joined systems, which often involve multiple steps and more complex postprocessing. The classification framework helps users match technology characteristics with specific application requirements.
Fused Deposition Modeling (FDM)
How FDM Works
Fused Deposition Modeling (FDM) uses a thermoplastic filament as feedstock. The printer heats the filament and extrudes it through a nozzle, depositing material layer by layer to form the final object. The process relies on precise temperature and motion control to ensure strong interlayer adhesion and dimensional accuracy. FDM printers often feature automated calibration and real-time monitoring to maintain consistent quality.
Common Uses of FDM
FDM has become a popular choice for rapid prototyping, educational models, and functional parts. Industries such as automotive, aerospace, and consumer goods use FDM to create prototypes, jigs, and fixtures. The technology’s accessibility and cost-effectiveness make it suitable for both professional and hobbyist applications.
Fused Filament Fabrication (FFF)
FFF vs. FDM
Fused Filament Fabrication (FFF) operates on the same principle as FDM. Both technologies use thermoplastic filaments and layer-by-layer deposition. The main difference lies in branding: FDM is a trademarked term, while FFF is open-source. Both terms describe the same underlying process, and users often use them interchangeably.
Typical Applications
FFF finds use in product design, education, and small-batch manufacturing. Designers and engineers rely on FFF for quick iteration and testing of new concepts. Schools and universities use FFF printers for hands-on STEM education, allowing students to visualize and create physical models.
Composite Filament Fabrication (CFF)
How CFF Works
Composite Filament Fabrication (CFF) introduces continuous fibers, such as carbon fiber or Kevlar, into a thermoplastic matrix during printing. The printer lays down both the base polymer and reinforcing fibers, creating parts with enhanced mechanical properties. This process enables the production of lightweight, high-strength components without the need for molds.
Applications of CFF
CFF technology delivers significant improvements in tensile, flexural, and impact strength compared to unreinforced polymers. Studies show that continuous carbon fiber-reinforced PLA can achieve a 13.8% increase in tensile strength and a 164% boost in flexural strength over untreated composites. Aerospace, automotive, and industrial sectors use CFF for lightweight structural parts and custom tooling. However, challenges remain in achieving uniform fiber bonding and managing anisotropy. Researchers continue to explore ways to improve scalability and reduce costs, recognizing the industrial potential of CFF.
Note: Technology-based classification, focusing on feedstock mechanism and postprocessing, provides a clearer understanding of material extrusion technologies than material-based classification. This approach supports better decision-making for manufacturers and engineers.
| Study / Source | Material / Technique | Quantitative Performance Metrics | Cost-Effectiveness / Scalability Insights |
|---|---|---|---|
| Li et al., 2016 | Continuous carbon fiber-reinforced PLA | Tensile strength +13.8%, Flexural strength +164%, Storage modulus +166% vs untreated composites | Enhanced fiber-resin bonding; rapid 3D printing; potential aerospace applications |
| Matsuzaki et al., 2016 | Continuous fiber-reinforced thermoplastic composites (PLA matrix) | Superior mechanical properties of carbon fiber vs jute and unreinforced polymers | Direct 3D printing without molds; potential future standard; freedom in reinforcement design |
| Dickson et al., 2017 | Continuous carbon, Kevlar, glass fibers in nylon | Tensile strength up to 6.3x unreinforced nylon | Demonstrates carbon fiber superiority; supports customization and optimization of mechanical properties |
Direct Ink Writing (DIW)
How DIW Works
Direct Ink Writing (DIW) uses a unique approach to material extrusion. Instead of melting thermoplastic filaments, DIW extrudes viscous inks or pastes through a nozzle at room temperature. The system relies on piston-driven, pneumatic, or screw-based mechanisms to push the ink with high precision. Operators can use a wide range of materials, including ceramics, hydrogels, and composites with high reinforcement content—sometimes up to 70% by weight. This flexibility allows DIW to avoid the thermal degradation risks seen in other extrusion methods.
The process begins with the preparation of a homogenous ink. The printer then deposits the ink layer by layer, following a digital design. Because DIW operates at room temperature, it prevents oxidation and decomposition of sensitive materials. The extrusion mechanism ensures uniform mixing and removes air bubbles, which helps avoid voids and defects in the printed structure. DIW enables the creation of intricate 3D geometries without the need for lithographic techniques.
Note: DIW stands out for its ability to handle materials that traditional extrusion methods cannot process, such as highly filled pastes and temperature-sensitive polymers.
| Aspect | Direct Ink Writing (DIW) | Other Material Extrusion Techniques (IJP, FDM, SLS, SLA/DLP) |
|---|---|---|
| Material Compatibility | Handles wide viscosity range; allows high reinforcement loading (60–70%); works at room temperature avoiding thermal degradation | Limited by curing/melting requirements; lower reinforcement loading; thermal degradation risks in FDM and SLS; limited resin types in SLA/DLP |
| Precision and Resolution | Precise control via piston, pneumatic, or screw extrusion; avoids voids due to uniform mixing and deaeration | IJP suffers from binder contamination and solvent evaporation affecting resolution; FDM and SLS have void formation and filament dispersion issues |
| Operational Temperature | Room temperature extrusion, preventing oxidation and decomposition | Requires heating above melting point or glass transition temperature, causing possible material degradation |
| Structural Complexity | Enables complex 3D structures without lithographic techniques | IJP struggles with converting 2D patterns into stable 3D structures; SLA/DLP limited by resin curing and reinforcement content |
| Material Stability | High stability due to low temperature processing | Thermal processes can cause oxidation, decomposition, or incomplete curing; residual toxicity concerns in SLA/DLP |
| Extrusion Mechanisms | Piston-based, pneumatic, and screw extrusion allowing precise material deposition | Generally limited to filament melting or resin curing methods |
DIW Applications
Researchers and manufacturers use DIW for applications that demand material versatility and fine detail. Biomedical engineers print scaffolds for tissue engineering using hydrogels and cell-laden inks. Electronics companies fabricate flexible circuits and sensors with conductive pastes. Artists and designers create intricate ceramic pieces and custom jewelry. DIW also supports rapid prototyping for soft robotics and wearable devices. The ability to print at room temperature makes DIW ideal for sensitive materials and multi-material structures.
Pellet Extrusion
How Pellet Extrusion Works
Pellet extrusion introduces a different feedstock—plastic pellets instead of filament. The printer uses a screw-based extruder to melt and push the pellets through a heated nozzle. Operators can adjust the screw frequency to control the flow rate and material properties. The process allows for the use of recycled plastics and industrial-grade materials, making it suitable for large-scale and sustainable manufacturing.
During extrusion, the screw rotates and conveys the pellets toward the heated zone. The pellets melt and mix before exiting the nozzle. The system deposits the molten polymer layer by layer, similar to other extrusion methods. The melting model, validated by experiments, predicts how efficiently the pellets melt and helps optimize processing conditions.
- SEM imaging shows that higher screw frequencies (e.g., 20 rpm) increase filament surface roughness and defects compared to lower frequencies (0.5 and 5 rpm).
- Tensile testing reveals a slight increase in yield strain and a decrease in modulus as screw frequency increases, due to molecular orientation changes during cooling and testing.
- Filament diameter increases with screw frequency because of die swell, which affects cooling time and mechanical properties.
- The melting model accounts for conduction and heat dissipation, successfully describing melting behavior for ABS and other polymers under various screw frequencies.
- Surface defects correlate with incomplete melting predicted by the model, confirming its utility in process design for pellet extrusion in additive manufacturing.
Advantages of Pellet Extrusion
Pellet extrusion offers several benefits for industrial users. The use of pellets reduces material costs and supports recycling initiatives. The process enables high throughput, making it suitable for large parts and batch production. Operators can fine-tune screw speed and temperature to optimize mechanical properties and surface finish. The technology accommodates a broader range of polymers, including those not available as filament. By leveraging process models and real-time monitoring, manufacturers achieve better control over quality and efficiency.
Materials Used in Material Extrusion
Material extrusion relies on a diverse range of materials, each offering unique properties and applications. The choice of material directly impacts the mechanical performance, surface finish, and suitability for specific industries.
Thermoplastics
Thermoplastics dominate the material extrusion landscape due to their versatility and ease of processing. The following polymers are among the most widely used:
PLA (Polylactic Acid)
PLA stands out for its biodegradability and ease of printing. It offers good tensile strength and a low melting point, making it suitable for educational models, prototypes, and consumer products. PLA’s brittleness limits its use in applications requiring high impact resistance.
ABS (Acrylonitrile Butadiene Styrene)
ABS provides toughness and impact resistance. It withstands higher temperatures than PLA and resists wear, making it ideal for automotive parts, appliances, and toys. However, ABS emits volatile organic compounds during printing, which requires proper ventilation.
PETG (Polyethylene Terephthalate Glycol)
PETG combines the strength of ABS with the printability of PLA. It resists chemicals and moisture, making it a preferred choice for food containers and medical devices. PETG’s flexibility and clarity also support applications in packaging and signage.
Studies comparing PLA, ABS, TPU, and PETG highlight their mechanical differences. ABS excels in strength and heat resistance, while PLA offers biodegradability but remains brittle. PETG balances strength and flexibility. FDM-printed ABS typically shows about 34% lower tensile strength than injection-molded ABS, emphasizing the influence of processing methods.
Specialty Materials
Specialty filaments expand the capabilities of material extrusion by introducing new mechanical and functional properties.
Flexible Filaments (TPU, TPE)
Thermoplastic polyurethane (TPU) and thermoplastic elastomer (TPE) provide flexibility and elasticity. These materials enable the production of soft-touch grips, wearable devices, and seals. Research demonstrates that layer height and fill density significantly affect the mechanical behavior of TPEs, with consistent results across different printers and filament colors.
Composite Filaments (Carbon Fiber, Wood-filled)
Composite filaments blend polymers with reinforcing agents such as carbon fiber or wood particles. Carbon fiber composites deliver enhanced tensile and flexural strength, supporting applications in aerospace, automotive, and tooling. Wood-filled filaments offer unique aesthetics for decorative items. Statistical analysis shows that print speed and layer thickness play key roles in determining hardness and surface finish. Fiber-reinforced filaments continue to gain traction in sectors like UAVs, satellites, and medical devices.
| Metal Infill | Key Applications |
|---|---|
| Magnesium (Mg) | Bone scaffolds, composite filaments |
| Zinc (Zn) | Orthopedic implants, surgical tools |
| Copper (Cu) | Food packaging, LED housings |
| Bronze | Electromagnetic applications |
| Titanium (Ti) | Biomedical scaffolds, implants |
| Brass | Tooling, molds |
| Iron (Fe) | Magnetic, biological devices |
| Silver (Ag) | Antimicrobial healthcare devices |
| Cobalt (Co) | Humidity indicators in packaging |
| Nickel (Ni) | Aerospace, automotive, medical parts |
Advanced Materials
Innovations in material extrusion have enabled the use of advanced materials for specialized applications.
Ceramics
Ceramic filaments and pastes allow the creation of complex, heat-resistant parts. Printers deposit these materials layer by layer, followed by post-processing steps such as sintering to improve density and strength. Ceramic 3D printing supports custom components for electronics, biomedical devices, and art. Challenges include achieving high density and flaw-free surfaces.
Metal-Filled Filaments
Metal-filled filaments combine polymers with metal powders, enabling the production of parts with metallic appearance and enhanced properties. These materials find use in tooling, electromagnetic devices, and biomedical implants. However, bending resistance and interlayer bonding remain challenges, limiting the mechanical performance of printed metal parts.
Market research shows that plastics hold a 77.2% revenue share in extrusion, driven by demand in packaging, automotive, and construction. Virgin polymers dominate for quality and consistency, especially in food and medical applications, while reprocessed materials grow in construction and automotive sectors. The extrusion sheet market reached USD 108.73 billion in 2023 and is projected to double by 2034, reflecting the expanding role of material extrusion across industries.
Advantages and Disadvantages of Material Extrusion
Material extrusion stands out as a leading additive manufacturing process, offering a balance of cost, accessibility, and material flexibility. However, users must also consider its limitations in surface quality, speed, and mechanical performance.
Advantages
Cost-Effectiveness
Material extrusion provides a cost advantage over many traditional manufacturing methods. Lower tooling costs and efficient material use make it ideal for high-volume production of pipes, tubes, and sheets. Unlike injection molding, extrusion produces less waste, as excess material can be reprocessed directly. Production speeds often surpass those of injection molding, which requires longer cycle times for mold closing and cooling. This efficiency supports both prototyping and large-scale manufacturing.
Accessibility and Ease of Use
Many users choose material extrusion because of its straightforward operation. Desktop 3D printers based on this technology are widely available and require minimal training. The process supports rapid setup and quick changes between projects. Educational institutions and small businesses benefit from the technology’s user-friendly nature, enabling hands-on learning and fast product development.
Material Variety
Material extrusion accommodates a broad range of thermoplastics, composites, and specialty filaments. Users can select materials based on strength, flexibility, or environmental impact. The process also supports recycled and advanced materials, expanding its application in industries such as automotive, healthcare, and consumer goods.
Tip: Material extrusion’s versatility allows manufacturers to experiment with new materials and optimize products for specific requirements.
| Extrusion Technique | Advantages | Disadvantages |
|---|---|---|
| Direct Extrusion | Simple and versatile; suitable for many materials and shapes; high production rates possible | High friction causing higher extrusion force; wear on die and container; butt end leftover |
| Indirect Extrusion | Lower friction and extrusion force; less wear on tooling; usable for hot and cold extrusion | Limited to smaller cross-sections; more complex tooling |
| Hydrostatic Extrusion | Uniform material flow; low friction and force; can extrude brittle materials; large billets | Requires special equipment; high operational costs; only cold extrusion; fluid sealing issues |
| Lateral Extrusion | Produces complex cross-sections; efficient material usage | Limited shapes; may require complex machinery |
| Hot Extrusion | Easier extrusion of hard metals; can produce large, complex shapes; higher speeds | Energy-intensive; possible oxidation and surface defects |
| Cold Extrusion | Improved mechanical properties; better surface finish; no heating needed | Higher extrusion forces required; limited to materials with good cold formability |
| Impact Extrusion | High production rates; raw material savings; reduced machining; good surface finish | Limited to small, hollow shapes; tooling expensive and complex; parts often symmetrical |
Disadvantages
Surface Finish and Resolution
Material extrusion often produces parts with visible layer lines and rougher surfaces compared to other 3D printing methods. Dimensional tolerances typically reach ±0.254 mm, less precise than injection molding. Stereolithography (SLA) and digital light processing (DLP) technologies achieve smoother finishes and higher flexural strength, as shown in the table below.
| Technology | Flexural Strength (MPa) | Surface Roughness (nm) |
|---|---|---|
| SLA | 93.39 ± 5.57 | 14.79 ± 7.96 |
| DLP | 69.97 ± 8.48 | 24.59 ± 9.76 |
| LCD | 64.69 ± 8.98 | 89.87 ± 28.26 |
Speed Limitations
Although material extrusion supports continuous production, print speeds can be slow for complex or large objects. Each layer must cool and solidify before the next is added. This stepwise process limits throughput for intricate designs.
Mechanical Properties
Parts produced by material extrusion display anisotropic mechanical properties. Strength is highest along the extrusion path but weaker between layers due to limited polymer chain bonding. Common issues include:
- Layer adhesion problems that reduce structural integrity.
- Warping from uneven cooling and shrinkage.
- Mechanical properties that are often inferior to traditional manufacturing.
- Limited material options compared to conventional methods.
- Frequent need for post-processing to improve surface finish and strength.
Note: Users should evaluate these disadvantages when selecting material extrusion for critical applications, especially where high strength or fine detail is required.
Applications of Material Extrusion
Prototyping
Rapid Prototyping in Product Design
Engineers and designers rely on rapid prototyping to accelerate product development. Material extrusion enables the quick fabrication of scale models directly from CAD data. By building objects layer by layer, teams can evaluate form, fit, and function early in the design process. This approach reduces the need for expensive tooling and allows for multiple design iterations within days or even hours. Fast turnaround times support early feedback, helping companies bring products to market faster and with fewer costly errors.
- Fused Deposition Modeling (FDM) produces moderately priced prototypes suitable for functional testing.
- Rapid prototyping with material extrusion is most effective during the initial design phase, where quick validation of concepts is essential.
- The process supports complex geometries, making it possible to test innovative ideas that traditional manufacturing cannot easily produce.
Functional Prototypes
Material extrusion also supports the creation of functional prototypes. These prototypes allow teams to test mechanical properties, assembly, and usability before committing to full-scale production. FDM parts, while not as strong as injection-molded components, offer enough durability for many functional tests. This capability helps companies identify design flaws and optimize products before investing in mass manufacturing.
Manufacturing
End-Use Parts
Manufacturers increasingly use material extrusion to produce end-use parts, especially in industries that require customization or complex shapes. The technology enables the fabrication of components for aerospace, automotive, and healthcare sectors. For example, General Electric uses extrusion to create intricate aircraft engine parts, reducing both production time and costs. In healthcare, custom implants and prosthetics improve patient outcomes and shorten recovery times. Dental clinics benefit from rapid, in-house production of crowns and dentures, lowering costs and reducing patient wait times.
Custom Tools and Jigs
Material extrusion streamlines the production of custom tools and jigs. Factories can quickly design and print fixtures tailored to specific tasks, supporting lean manufacturing and just-in-time production. The ability to create tools on demand reduces downtime and enhances flexibility. Machine learning techniques help optimize process parameters, improving quality and consistency for these custom solutions. This approach supports mass customization and disrupts traditional supply chains by enabling localized, on-demand manufacturing.
Tip: Material extrusion allows manufacturers to produce complex geometries, lightweight structures, and consolidated parts that are difficult or impossible to achieve with conventional methods.
Education and Research
Classroom Projects
Educators use material extrusion to bring STEM concepts to life. Students design and print models for science, engineering, and art projects, gaining hands-on experience with digital fabrication. The technology fosters creativity and problem-solving skills, making abstract concepts tangible. Schools benefit from the accessibility and safety of desktop 3D printers, which require minimal training and setup.
Academic Research
Researchers leverage material extrusion for experimental studies and prototype development. The process supports the fabrication of custom laboratory equipment, test fixtures, and experimental models. Universities and research institutions use extrusion to explore new materials, optimize process parameters, and develop innovative applications. The versatility of material extrusion enables breakthroughs in fields ranging from biomedical engineering to advanced composites.
- Materials processed include metals, polymers, ceramics, and composites.
- Applications span construction, automotive, aerospace, healthcare, and consumer products.
- Innovations such as high-speed extrusion, advanced die designs, and integration with Industry 4.0 technologies continue to expand the possibilities for research and education.
Medical and Healthcare
Medical Models
Material extrusion has transformed the creation of medical models. Hospitals and clinics now use 3D-printed anatomical replicas to plan surgeries and train staff. These models replicate patient-specific anatomy with high accuracy, allowing surgeons to visualize complex cases before entering the operating room. The technology supports the production of surgical guides, which help doctors perform precise cuts and placements during procedures.
Researchers have reviewed 23 clinical studies on patient-specific surgical guides and implants produced by additive manufacturing, including material extrusion. These studies highlight the design freedom and customization possible with 3D printing. Surgeons can tailor models to each patient, improving preoperative planning and communication with medical teams. However, the review also notes a need for more systematic clinical evaluations. Data on accuracy, clinical outcomes, cost, and manufacturing processes remain limited. As a result, the medical community continues to call for more research to validate the benefits and meet regulatory standards.
Note: Patient-specific models not only enhance surgical accuracy but also improve patient understanding and consent by providing a tangible reference.
Custom Prosthetics
Material extrusion enables the rapid production of custom prosthetic devices. Engineers design prosthetics that match the unique anatomy of each patient, resulting in better fit and comfort. The process supports lightweight and complex structures, which traditional manufacturing cannot easily achieve. Patients benefit from improved ergonomics and functionality, leading to better clinical outcomes.
A comprehensive review of prosthesis development using additive manufacturing documents the advantages of material extrusion. The review describes how 3D printing allows for superior customization and ergonomic designs. Patients receive devices tailored to their needs, which enhances comfort and usability. The technology also reduces production time and cost, making prosthetics more accessible.
- Custom prosthetics often use lightweight polymers, which reduce fatigue during daily use.
- Complex lattice structures improve ventilation and reduce skin irritation.
- Digital workflows streamline the design and fitting process, shortening the time from scan to finished device.
Art and Design
Artistic Sculptures
Artists have embraced material extrusion to create intricate sculptures and installations. The technology allows for the realization of complex geometries that would challenge traditional sculpting methods. Designers experiment with new forms, textures, and materials, pushing the boundaries of creative expression.
Material extrusion supports both small-scale and large-scale projects. Artists can produce detailed miniatures or monumental public art pieces. The layer-by-layer process enables the creation of internal structures and negative spaces, adding depth and visual interest. Many artists use composite or specialty filaments to achieve unique finishes, such as wood-like textures or metallic sheens.
Tip: Artists can iterate quickly, testing new ideas and refining designs without the constraints of conventional fabrication.
Custom Decor
Interior designers and makers use material extrusion to produce custom decor items. The technology enables the creation of personalized lamps, vases, wall art, and furniture components. Designers can match decor to specific themes or client preferences, offering a level of customization not possible with mass-produced goods.
Material extrusion also supports sustainable design. Many creators use recycled or biodegradable filaments, reducing environmental impact. The ability to print on demand minimizes waste and allows for efficient use of resources. As a result, custom decor produced by material extrusion combines aesthetic appeal with responsible manufacturing practices.
- Custom decor items often feature intricate patterns and organic shapes.
- Designers can incorporate functional elements, such as integrated lighting or modular assembly.
- The process empowers small studios and independent artists to compete in the bespoke decor market.
Material Extrusion vs. Other 3D Printing Methods
Material Extrusion vs. Material Jetting
Process Differences
Material extrusion and material jetting represent two distinct approaches in additive manufacturing. Material extrusion pushes a thermoplastic filament or paste through a heated nozzle, depositing material layer by layer. The process relies on mechanical feeding and precise temperature control. In contrast, material jetting operates by depositing droplets of photopolymer or wax onto a build platform. Print heads move across the platform, selectively jetting material that solidifies under UV light or cooling. Material jetting achieves high resolution and smooth surfaces, but it often requires support materials and post-processing to remove excess resin or wax.
Material Differences
Material extrusion primarily uses thermoplastics, composites, and specialty filaments. These materials offer a balance of strength, flexibility, and cost-effectiveness. Material jetting, on the other hand, utilizes photopolymers, waxes, and sometimes ceramics. The choice of material in jetting enables the production of multi-material and full-color parts, which is valuable for prototyping and visual models. However, jetting materials may lack the mechanical strength and durability found in extrusion-based parts. Users select between these methods based on the desired combination of material properties, surface finish, and application requirements.
Material Extrusion vs. Vat Photopolymerization
Key Distinctions
Vat photopolymerization (VPP) encompasses technologies such as stereolithography (SLA), digital light processing (DLP), and liquid crystal display (LCD) printing. These methods cure liquid resin layer by layer using a light source. VPP stands out for its high dimensional accuracy and excellent surface finish, making it ideal for applications that demand fine micro- or nano-scale features. Material extrusion, in comparison, offers faster build rates and supports a wider range of materials, but typically produces parts with visible layer lines and lower resolution.
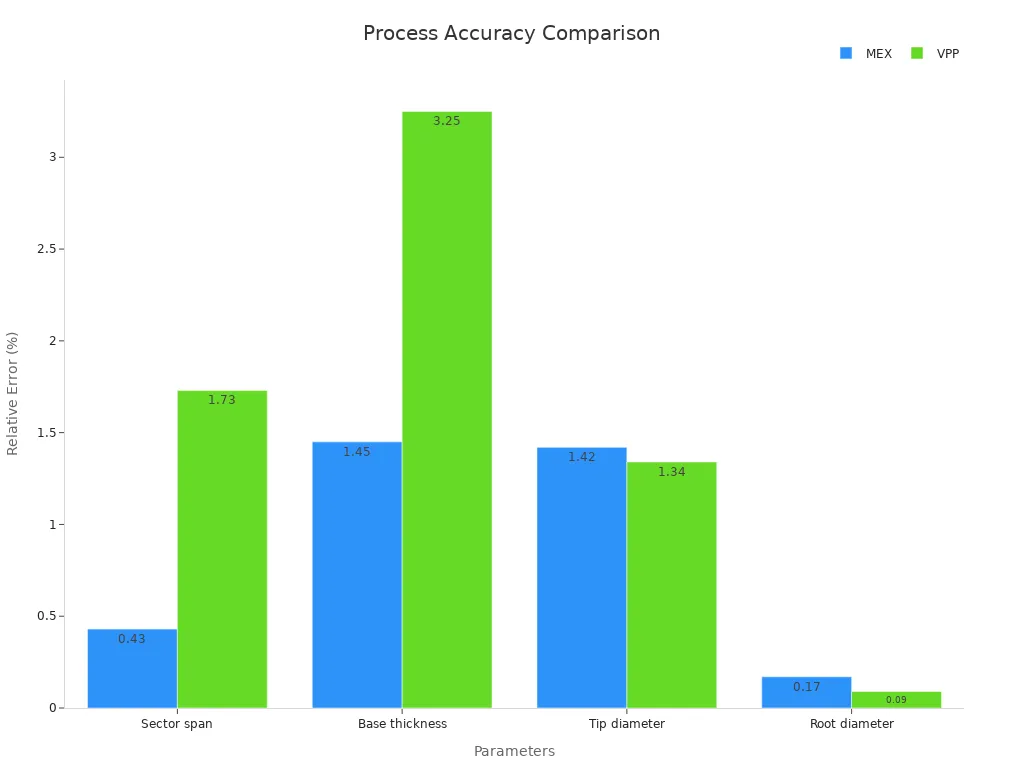
A recent study compared process parameters and geometric accuracy between material extrusion and vat photopolymerization. The results showed that both methods can achieve a layer height of 100 μm. Material extrusion reached lower relative errors in sector span and base circular thickness, while vat photopolymerization demonstrated slightly better accuracy in tip and root diameters. The optimal process parameters differ, reflecting the unique mechanisms of each technology.
| Process Parameter | Material Extrusion (MEX) | Vat Photopolymerization (VPP) |
|---|---|---|
| Layer Height | 100 μm | 100 μm |
| Extruding Temperature / Exposure Time | 210 °C (extruding temperature) | 6 s (exposure time) |
| Relative Error in Sector Span | < 0.43% | < 1.73% |
| Relative Error in Base Circular Thickness | < 1.45% | < 3.25% |
| Relative Error in Tip Diameter | 1.42% | 1.34% |
| Relative Error in Root Diameter | 0.17% | 0.09% |
Vat photopolymerization offers higher resolution and lower cost for fine-detail applications. It finds use in mechanical, biomedical, and electrical sectors due to its customizable properties and flexible processes. However, speed limitations and challenges with industrial scalability remain.
When to Use Each Method
Engineers choose material extrusion for rapid prototyping, functional parts, and applications requiring robust mechanical properties. The process supports a broad material selection and excels in cost-effective manufacturing. Vat photopolymerization suits projects that demand high precision, smooth surfaces, and intricate details, such as dental models, jewelry, and microfluidic devices. Users must consider factors like build speed, material compatibility, and required surface quality when selecting the most appropriate 3D printing method.
Tip: For large, functional prototypes or end-use parts, material extrusion provides speed and versatility. For detailed, visually appealing models, vat photopolymerization delivers superior accuracy and finish.
Material extrusion stands as a foundational 3D printing technology, offering versatility and affordability for users across industries. Engineers continue to advance this method, achieving higher mechanical strength through continuous fiber reinforcement and in situ impregnation.
- FDM/FFF enables complex, customizable parts without molds.
- Printing accuracy may improve by up to 90% with new fiber deposition algorithms.
- Multifunctional composites and sustainable materials are emerging trends.
Compared to other methods, material extrusion uniquely maintains fiber alignment, supporting high-performance, multifunctional parts.
FAQ
What is the main advantage of material extrusion in 3D printing?
Material extrusion offers cost-effective production and supports a wide range of materials. Many industries choose this method for its accessibility and ability to create complex shapes without expensive tooling.
Can material extrusion produce strong, functional parts?
Yes. Material extrusion can create functional parts, especially when using composite or reinforced filaments. However, parts may show weaker strength between layers compared to traditional manufacturing.
Which materials work best with material extrusion printers?
Thermoplastics like PLA, ABS, and PETG work best. Specialty filaments, including flexible and composite materials, also perform well. Advanced users sometimes print with ceramics or metal-filled filaments.
How does material extrusion compare to other 3D printing methods?
Material extrusion provides versatility and affordability. It usually produces rougher surfaces than vat photopolymerization or material jetting. However, it supports more material types and larger builds.
What are common challenges with material extrusion?
Users often face issues like visible layer lines, warping, and limited mechanical strength between layers. Proper printer calibration and material selection help reduce these problems.
Is material extrusion suitable for beginners?
Yes. Many desktop 3D printers use material extrusion. The process is user-friendly and requires minimal training. Beginners can start with basic models and gradually explore advanced materials.
Tip: Beginners should start with PLA filament for easier printing and fewer issues.