
Understanding MIM Parts and Their Unique Capabilities
The MIM Process: Combining Flexibility and Strength
The Metal Injection Molding (MIM) process combines the design flexibility of plastic injection molding with the strength of metalworking. This innovative method follows a series of precise steps:
- Compounding: Metal powder is mixed with a binder system to create a feedstock.
- Feedstock Preparation: The mixture is homogenized to ensure consistency.
- Molding: The feedstock is injected into a mold to form the desired shape.
- Debinding: The binder is removed, leaving behind a fragile “green part.”
- Sintering: The part is heated to bond metal particles, achieving near-full density.
This process enables the production of intricate, durable components that traditional methods struggle to achieve. MIM parts excel in applications requiring both precision and strength, making them ideal for industries like aerospace and medical devices.

Key Features That Set MIM Apart
MIM technology offers unique capabilities that distinguish it from other manufacturing methods:
- Produces high-precision, intricate metal parts with complex geometries.
- Combines multiple components into a single mold, reducing assembly time and costs.
- Creates near-net-shape components with minimal material waste, enhancing cost efficiency.
- Supports thin walls and complex cross-sectional shapes, ideal for small, detailed parts.
These features make MIM parts a preferred choice for manufacturers seeking innovation and efficiency.
How MIM Differs from Traditional Manufacturing
| Feature | MIM Technology | Traditional Manufacturing |
|---|---|---|
| Complex Geometries | Enables intricate designs without secondary operations | Requires additional machining or assembly |
| Material Versatility | Supports a wide range of materials | Limited material options |
| Cost Efficiency | Reduces labor and production cycles | Higher costs due to multiple processes |
| High Precision | Produces parts with tight tolerances | May have dimensional variability |
| Surface Finish | Excellent finish directly from molding | Requires additional finishing processes |
MIM technology streamlines production while maintaining quality, offering a significant advantage over traditional methods.
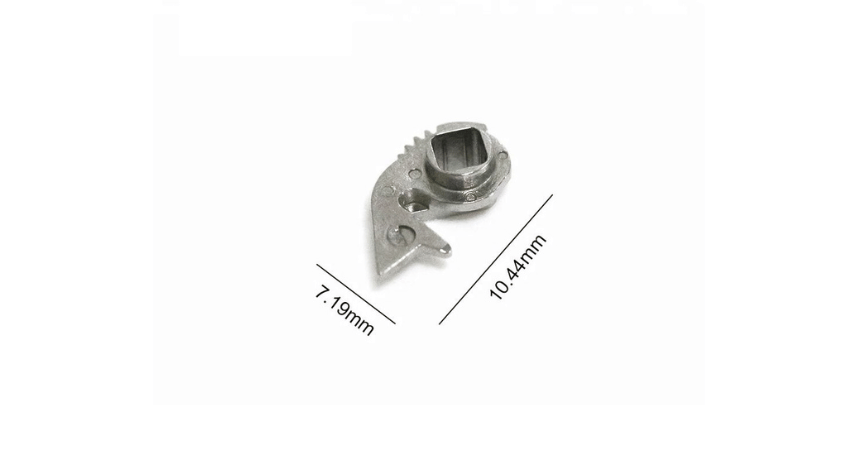
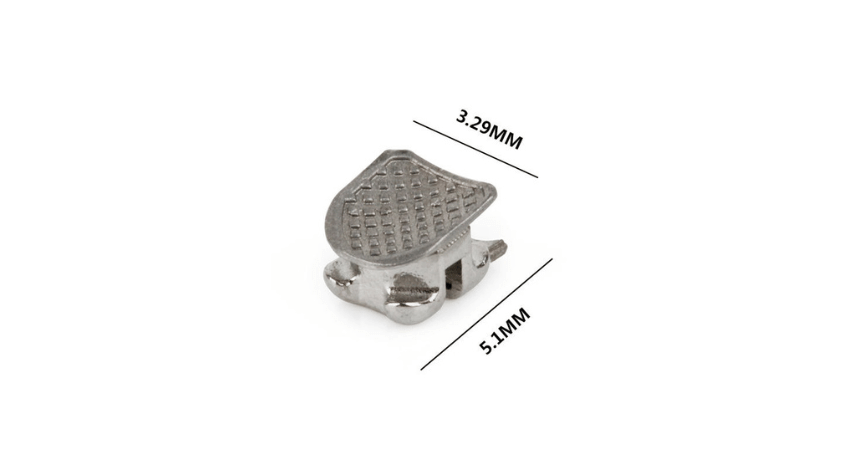
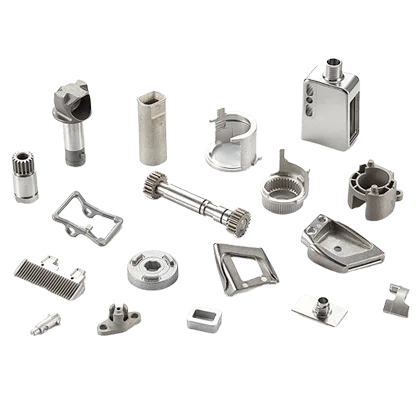
Metal Injection Molding Parts Gallery
Below are some of the high-quality metal injection molded parts JHMIM has produced.










Tackling Design Complexity with Precision
MIM parts excel in addressing design complexity by enabling the production of intricate geometries with high precision. This capability is particularly valuable in industries requiring detailed components. For example:
- Variable Nozzle Turbocharger Vane: MIM technology facilitates the production of 11 million vanes annually for 1 million engines, offering a cost-effective solution compared to traditional methods.
- Laparoscopic Titanium Pins Stapler: This surgical device, with its complex geometries, benefits from MIM’s ability to produce intricate parts efficiently.
- Mobile Phone Charger Plug Housing: MIM parts meet high-volume demands while maintaining complex designs, demonstrating the technology’s scalability.
By consolidating multiple components into a single part, MIM reduces assembly time and enhances product reliability.

Overcoming Material Limitations in Production
MIM technology addresses material challenges by offering versatility and precision. It supports a wide range of metals, including stainless steel, titanium, and nickel alloys, making it suitable for diverse applications. While traditional methods struggle with size and material constraints, MIM is ideal for parts weighing between 0.1 and 150 grams. This process also enables the intentional creation of porous structures, reducing weight without compromising strength. These features make MIM parts indispensable in industries like automotive and medical, where lightweight and durable components are essential.
Boosting Efficiency and Reducing Costs
MIM technology significantly enhances manufacturing efficiency and cost-effectiveness. It consolidates complex, multi-component designs into single parts, reducing production cycles and labor costs. For medium to high production volumes, MIM offers a cost advantage over machining and casting, especially when secondary processing is minimal. Industries with high production demands benefit from economies of scale, making MIM an economically viable solution. By streamlining production and maintaining quality, MIM parts help manufacturers achieve both operational efficiency and financial savings.

Advantages and Innovations in MIM Technology
Cost-Effectiveness and Scalability of MIM Parts
MIM technology offers unparalleled cost-effectiveness, particularly for medium to high production volumes. By consolidating multiple components into a single part, it reduces assembly time and minimizes secondary operations. This efficiency translates into significant cost savings. For instance, while tooling costs can range from $5,000 to over $100,000, the process becomes economically viable for production runs exceeding 10,000 units. Additionally, MIM uses up to 97% of raw materials, reducing waste and further lowering expenses.
Scalability is another key advantage. MIM supports the mass production of intricate components with consistent quality. Manufacturers can produce complex shapes and thin-walled parts without extensive machining, making it ideal for both small and large-scale operations. This scalability ensures that MIM remains a preferred choice across industries like automotive and medical devices.
Precision and Consistency in High-Volume Production
MIM technology excels in delivering precision and consistency, even in high-volume production. The use of molds ensures tight tolerances, achieving dimensional accuracy as precise as ±0.003 inches (0.076 mm). This level of precision is critical for industries requiring reliable and repeatable components.
The process involves controlled steps, including injection molding, debinding, and sintering, which ensure optimal mechanical properties and minimal variability. By maintaining consistent tool quality, MIM produces parts with high repeatability, making it a trusted solution for manufacturing intricate metal components at scale.
Emerging Innovations and Future Applications
Recent advancements in MIM technology are shaping the future of manufacturing. Improved binder systems and feedstock materials have enhanced production capabilities, enabling the use of high-performance alloys and composites. Optimized sintering techniques now allow for the creation of lightweight components, contributing to fuel efficiency and reduced emissions in automotive applications.
Future applications of MIM include the development of bioresorbable metals for medical implants and the integration of sensors into automotive components. Researchers are also exploring hybrid manufacturing methods that combine MIM with additive technologies, expanding design possibilities. These innovations highlight the growing potential of MIM in addressing complex manufacturing challenges.
MIM technology has transformed manufacturing by addressing intricate designs, material constraints, and production inefficiencies. Industries such as automotive, aerospace, and medical benefit significantly from its precision and scalability. For example:
- Automotive manufacturers rely on MIM for durable engine components and gears.
- Aerospace applications include lightweight parts for aircraft and satellites.
- Medical advancements leverage MIM for surgical instruments and implants.
As innovations continue, MIM will remain a cornerstone of advanced manufacturing, solving increasingly complex challenges.
MIM technology serves industries like automotive, aerospace, and medical. It produces intricate, durable components such as engine parts, surgical instruments, and lightweight aerospace structures.
MIM reduces costs by consolidating multiple components into single parts, minimizing material waste, and eliminating secondary operations. This efficiency makes it ideal for medium to high production volumes.
Yes, MIM parts achieve near-full density during sintering, providing excellent mechanical properties. They perform well in high-stress environments, including automotive engines and medical implants.