Key Takeaways
MIM materials achieve remarkable performance with densities of 95-99% theoretical values and strength characteristics reaching 90-100% of wrought metals, making them ideal for precision applications requiring complex geometries.
• MIM achieves near-wrought performance: Parts reach 95-99% theoretical density with tensile strengths within 90-100% of traditional wrought metals.
• Material selection drives application success: 316L offers biocompatibility, 17-4PH delivers 1280 MPa tensile strength, and Ti-6Al-4V provides superior strength-to-weight ratios.
• Residual porosity limits fatigue performance: MIM parts show 15-30% reduced fatigue life compared to wrought materials due to 3-4% residual porosity.
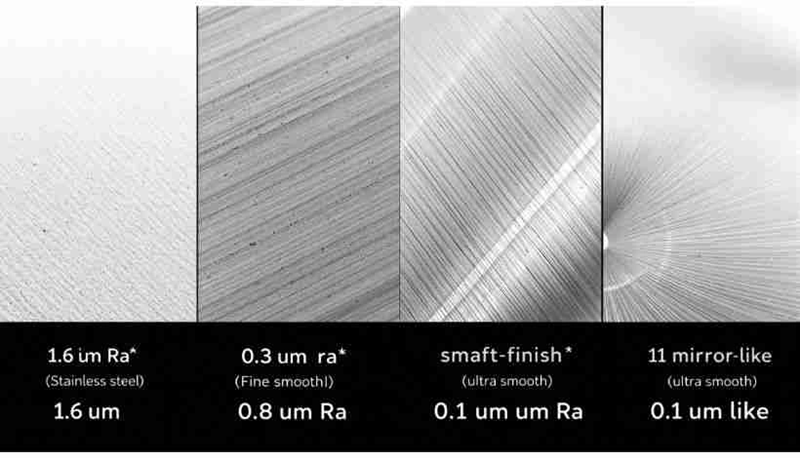
• Surface finish significantly impacts performance: Natural MIM surface roughness of Ra 0.8-1.2 μm creates stress concentrators that reduce both fatigue and corrosion resistance.
• Custom formulations enhance properties: Modified chemistries specifically designed for MIM processing overcome limitations of standard handbook compositions originally developed for casting.
Understanding these characteristics enables engineers to leverage MIM’s unique combination of complex geometry capability and near-wrought mechanical properties while accounting for fatigue and surface finish considerations in demanding applications.
MIM material properties achieve remarkable mechanical performance. Densities range from 95% to 99% of theoretical values, and strength characteristics reach 90-100% of wrought metals. Metal injection molding materials deliver this performance while enabling high-volume production of complex geometries with tight tolerances, so they become the standard choice in demanding industries of all types. To cite an instance, 17-4 PH stainless steel MIM parts demonstrate a yield strength of 980 MPa and fatigue strength of 500 MPa at 10 million cycles. Engineers selecting materials for precision applications must understand these properties thoroughly. This piece gets into the density and strength characteristics of MIM materials, explores material-specific properties across stainless steel and specialty alloys, and compares performance against traditional manufacturing methods.
Understanding MIM Materials: Categories and Composition

MIM materials fall into distinct categories based on composition and application requirements. The bulk of metal injection molding materials consists of ferrous alloys, tungsten-based materials, hard materials, and special alloys. Each category serves specific engineering needs, from structural components to extreme-environment applications.
Ferrous Alloys for MIM Applications
Ferrous alloys represent the largest volume of mim materials processed through metal injection molding. This category has steels, stainless steels, tool steels, iron-nickel magnetic alloys, and specialty ferrous alloys such as Invar and Kovar. Stainless steel grades like 17-4PH and 316L dominate production. They combine strength and corrosion resistance. Low-alloy steels offer hardness and strength for structural applications. Tool steels provide wear resistance for cutting tools and high-wear components. Iron-nickel magnetic alloys serve electromagnetic applications, whereas Kovar maintains dimensional stability for glass-to-metal seals.
Tungsten and Hard Materials
Tungsten alloys include both tungsten heavy alloys and tungsten-copper compositions. Tungsten heavy alloys contain 90-98% tungsten combined with nickel, iron, copper, or cobalt. They offer densities ranging from 17-18.5 g/cm³. Common formulations are W-2Fe-3Ni, W-2Fe-7Ni, W-6Ni-2Cu and W-7Ni-8Co. Hard materials include cobalt-chromium alloys, cemented carbides (WC-Co) and cermets (Fe-TiC). These materials deliver wear resistance for mining, drilling and precision tooling applications.
Special Materials: Titanium, Copper, and Nickel Alloys
Special mim materials address unique performance requirements. Ti-6Al-4V stands as the most widely applied titanium alloy. It offers corrosion resistance, high strength-to-weight ratio and good fatigue resistance for medical implants and prostheses. Copper alloys provide thermal and electrical conductivity for heat sinks, fuel cells and sensors. Nickel and nickel-base superalloys deliver high-temperature resistance for aerospace and energy applications.
Custom Material Options for Specific Requirements
Most alloys follow standard handbook formulations, yet the long-term anneal during sintering degrades properties since formulations were originally developed for casting technologies. So modified chemistries customized to MIM technology emerge to boost performance. The 316L composition (Fe-19Cr-9Ni-2Mo) benefits from extra chromium to ease sintering while providing superior properties. Custom powders can be fabricated when standard compositions prove insufficient, though at additional cost. Companies like JH MIM, with nearly 20 years of experience in powder metallurgy, specialize in formulating custom feedstock. This ensures precise composition and consistency for demanding applications.
Density and Strength Characteristics of MIM Parts
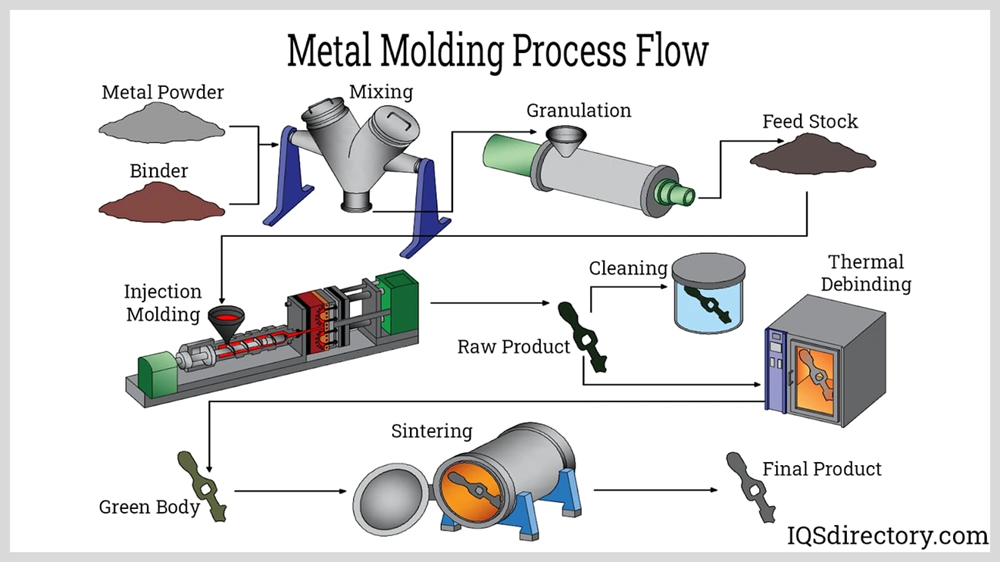
Sintering transforms porous brown parts into dense, functional components through atomic diffusion at elevated temperatures. This densification process drives the mechanical performance that defines MIM material properties in any application.
Achieving 95-99% Theoretical Density in MIM
Parts produced through metal injection molding reach densities between 95% and 99% of theoretical maximum density. Parts combine empty spaces by 17-22% during sintering, based on the alloy system. Stainless steel 316L achieves around 7.81 g/cm³ or 97.6% of its theoretical density of 8.0 g/cm³. Ti-6Al-4V titanium alloy reaches 4.3-4.4 g/cm³ in MIM parts and approaches its theoretical density of 4.43 g/cm³. Tungsten alloys demonstrate varying densification levels. W-5Ni-2Fe alloys reach 100% of theoretical density, while W-4Ni-1Fe alloys achieve 99% and W-5Ni-2Cu alloys attain 98%.
Sintering temperature explains more than 90% of density variation. Most densification occurs above 900°C. The process causes 15-20% linear shrinkage. Hot Isostatic Pressing applies high gas pressure (50-200 MPa) at elevated temperatures (900-2000°C) and pushes density from the post-sintering 96-98% to almost 100% theoretical density.
Tensile Strength and Yield Properties
MIM materials achieve tensile strengths within 90-100% of wrought metals. Stainless steel 316L reaches 510 MPa tensile strength with 45% elongation at 96-98% density. Ti-6Al-4V shows tensile strengths from 880-1022 MPa based on processing conditions. Ti-6Al-4V achieves 922 MPa tensile strength, 833 MPa yield stress, and 12.8% elongation after sintering at 1200°C for 4 hours.
Impact of Porosity on Mechanical Performance
Residual porosity affects mechanical properties by a lot. Titanium-based materials show high sensitivity against notches and small cracks, especially when you have fatigue loading. Residual porosity amounts to 3-4% in most cases. The relationship between density and mechanical performance follows an exponential curve rather than a linear one.
Grain Size and Microstructural Control
Fine powder feedstock (2-20 micron particle size) produces grain structures ranging from 5-15 microns after sintering. Grain size impacts mechanical properties through the Hall-Petch relationship. Advanced MIM components often require average grain sizes below 10μm with minimal variation to ensure consistent mechanical properties.
Material-Specific Properties: Stainless Steel, Tool Steel, and Specialty Alloys
Different metal injection molding materials exhibit distinct performance characteristics suited to specific engineering applications. Material selection depends on the balance between mechanical properties, environmental resistance and functional requirements.
316L Stainless Steel: Corrosion Resistance and Biocompatibility
316L stainless steel achieves excellent corrosion resistance through chromium content that forms a passive oxide layer. This austenitic grade demonstrates good biocompatibility for medical devices and matches titanium implant materials in cellular response testing. The material provides reasonable corrosion resistance at lower cost than titanium and cobalt alloys, typically one-tenth to one-fifth the price. Nickel content stabilizes austenite formation and enhances corrosion protection. MIM 316L reaches tensile strengths that maintain close dimensional tolerances for structural applications.
17-4PH Precipitation-Hardening Steel: High Strength Performance
17-4PH stainless steel combines high strength with corrosion resistance through precipitation hardening. Sintered parts achieve yield strength from 760 to 1240 MPa and tensile strength from 1000 to 1340 MPa with elongation between 8 and 14%. Gas atomized powder reaches 1280 MPa tensile strength when sintered at 1350°C and treated with H900 heat treatment. Heat-treated parts attain 1485 MPa tensile strength with 9% elongation. Hardness ranges from 43 HRC after sintering to 33 HRC following heat treatment. Sintering parameters account for close to 60% of property variation.
M2 and 420 Tool Steels: Wear Resistance
M2 tool steel maintains hardness up to 550-600°C, which qualifies it as high-speed steel for cutting applications. M2 reaches 62 to 67 HRC hardness with high abrasive wear resistance from fine carbide dispersion when heat treated. M2 injection molding parts achieve tensile strength exceeding 850 MPa with hardness around 63.5 HRC. The fine-grained microstructure produces grain sizes as small as 2 micrometers for precise dimensions.
420 stainless steel provides hardness from 52-57 HRC when heat treated. This martensitic grade delivers wear resistance combined with moderate corrosion resistance. Applications include surgical instruments that require autoclavable sterilization and dimensional stability at elevated temperatures up to 300°C.
Soft Magnetic Alloys: Fe-Ni and Fe-Co Systems
Fe-50%Ni alloys demonstrate both low coercivity and high permeability for electromagnetic applications. Maximum permeability values range from 17,800 to 33,830 with saturation induction from 1.33 to 1.52 T depending on processing. Interstitial atoms like carbon, oxygen, and nitrogen influence magnetic properties significantly. Fe-Co alloys possess the highest saturation induction among soft magnetic materials. Fe49Co2V compositions serve solenoid valve applications.
Ti-6Al-4V: Strength-to-Weight Ratio for Medical Applications
Ti-6Al-4V combines high strength with low density around 4.5 g/cm³. MIM Ti-6Al-4V achieves ultimate tensile strength of 967 MPa, yield strength of 866 MPa and elongation of 21.4%. The alloy demonstrates biocompatibility for orthopedic and dental implants without interfering with CT or MRI imaging. Tensile strength adjusts from 15 MPa to 457 MPa by varying powder size and sintering temperature. The highest tensile strength of 457 MPa occurs with powder size D50 = 32 μm sintered at 1200°C. Young’s modulus of 110-114 GPa exceeds bone stiffness of 10-30 GPa.
Performance Characteristics: Fatigue, Corrosion, and Real-World Applications

Cyclic loading and environmental exposure reveal critical limitations in metal injection molding materials that distinguish them from traditionally manufactured components.
Fatigue Strength and Fracture Toughness Limitations
Residual porosity reduces fatigue life by 15-30% compared to wrought materials. MIM 17-4 PH stainless steel demonstrates 500 MPa fatigue strength at 10 million cycles, lower than cast or wrought products. This material shows only 15% fracture energy of wrought equivalents in V-notch impact testing, even after similar sintering cycles. Ti-6Al-4V MIM samples achieve 350 MPa endurance limit without shot peening and 450 MPa with surface treatment. Larger grain size and residual porosity substantially degrade dynamic properties.
Corrosion Behavior in MIM Materials
Chromium’s higher vapor pressure causes preferential evaporation during sintering. This results in deep pitting corrosion where chromium content drops. Post-sintering thermal or chemical treatments prevent this degradation, though. Localized corrosion occurs at surface-breaking porosity that creates crevice conditions. Densities above 97% with surface finishing operations improve corrosion performance substantially.
Surface Finish Effects on Performance
MIM parts produce surface roughness between Ra 0.8 and 1.2 μm. Surface irregularities create stress concentrators that accelerate crack initiation under cyclic loading. Polishing to decrease surface roughness improves both corrosion and fatigue resistance.
Comparative Performance: MIM vs Wrought vs Forged Materials
MIM parts reach approximately 90% of forged components’ strength. Forged parts achieve 100% density versus MIM’s 95-99%. Grain flow optimization in forged components provides superior fatigue resistance, whereas MIM’s uniform grain structure lacks directional alignment.
Conclusion
MIM material properties deliver exceptional performance through densities reaching 95-99% of theoretical values and strengths approaching wrought metal equivalents. Engineers selecting materials for precision applications benefit from understanding the characteristics of stainless steels, tool steels, titanium alloys and specialty compositions. Companies like JH MIM, with nearly 20 years of experience in metal injection molding and powder metallurgy, continue advancing material formulations to meet demanding requirements in medical and aerospace sectors where complex geometries and tight tolerances are critical.
FAQs
Q1. What makes MIM materials strong and durable for industrial applications? MIM materials exhibit exceptional strength and durability characteristics, achieving densities between 95-99% of theoretical values and tensile strengths reaching 90-100% of wrought metals. These parts demonstrate high resistance to corrosion, excellent fracture toughness, magnetic permeability in certain alloys, and good fatigue resistance, making them suitable for demanding applications across medical, aerospace, and industrial sectors.
Q2. How does the density of MIM parts compare to traditionally manufactured components? MIM parts achieve densities ranging from 95% to 99% of theoretical maximum density through the sintering process. For example, stainless steel 316L reaches approximately 97.6% of its theoretical density (7.81 g/cm³), while titanium Ti-6Al-4V achieves densities of 4.3-4.4 g/cm³, very close to its theoretical 4.43 g/cm³. This high density contributes directly to the mechanical strength and performance of the finished components.
Q3. What are the main categories of materials used in metal injection molding? MIM materials fall into four primary categories: ferrous alloys (including stainless steels, tool steels, and iron-nickel magnetic alloys), tungsten and hard materials (tungsten heavy alloys and cemented carbides), special materials (titanium alloys like Ti-6Al-4V, copper alloys, and nickel-base superalloys), and custom formulations designed for specific performance requirements.
Q4. How does surface finish affect the performance of MIM components? Surface finish significantly impacts both corrosion resistance and fatigue performance of MIM parts. Natural MIM parts produce surface roughness between Ra 0.8 and 1.2 μm, and surface irregularities can create stress concentrators that accelerate crack initiation under cyclic loading. Improved surface finishing through polishing or other post-processing treatments enhances both corrosion and fatigue resistance.
Q5. What is the difference in strength between MIM parts and forged components? MIM parts typically reach approximately 90% of the strength of forged components. While forged parts achieve 100% density compared to MIM’s 95-99%, and benefit from grain flow optimization for superior fatigue resistance, MIM materials still deliver excellent mechanical properties while enabling complex geometries and high-volume production that would be difficult or impossible to achieve through forging.