

Exploring the Versatility of Metal Injection Molding Powders
Metal Injection Molding (MIM) is a sophisticated process that merges the versatility of plastic injection molding with the mechanical properties and durability of metal. This process relies heavily on the type of MIM powder used, which significantly influences the properties and quality of the final products. This article delves into various MIM powders and their specific alloys, offering insight into their applications and benefits.
Metal Injection Molding Powder
MIM powders are finely processed metals designed for injection molding. These powders are typically less than 20 microns in diameter and are combined with a binder to form a feedstock, which is then molded, debinded, and sintered. The characteristics of MIM powders—such as particle size, shape, and distribution—affect the flow during molding and the strength and precision of the final parts.
MIM Powder Alloys
The choice of alloy in MIM technology depends on the required properties of the final component, such as strength, magnetic properties, corrosion resistance, and thermal conductivity. Below, we explore various alloys used in MIM processes:
Cobalt Alloys:
These alloys are renowned for their strength at high temperatures and resistance to wear and corrosion, making them suitable for aerospace components and medical implants.
Cobalt Alloys are used in harsh environments where high strength and corrosion resistance are necessary.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HV) | Tensile Strength (MPa) | Elongation (%) | Corrosion Resistance |
|---|---|---|---|---|---|---|
| Co-Cr-Mo | Co-Bal, Cr-27-30%, Mo-5-7% | 8.3 – 8.6 | 300 – 450 | 900 – 1200 | 8 – 15 | Excellent |
| Co-Ni-Cr | Co-Bal, Ni-10-20%, Cr-15-20% | 8.4 – 8.7 | 250 – 400 | 800 – 1100 | 10 – 20 | Very Good |
| Co-Cr-W | Co-Bal, Cr-20-30%, W-10-15% | 8.5 – 9.0 | 350 – 500 | 950 – 1300 | 5 – 10 | Excellent |
Copper Alloys:
Known for excellent thermal and electrical conductivity, copper alloys are ideal for creating heat sinks, electrical connectors, and other components where heat dissipation or electrical conduction is crucial.
Copper Alloys are chosen for their superior conductivity in electronic and electrical applications.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HV) | Tensile Strength (MPa) | Elongation (%) | Conductivity (% IACS) |
|---|---|---|---|---|---|---|
| Cu-C10 | Cu-Bal, Be-1-2%, Ni-0.2-0.5% | 8.7 – 8.9 | 100 – 180 | 500 – 700 | 20 – 40 | 15 – 20 |
| Cu-Ni-Sn | Cu-Bal, Ni-4-6%, Sn-6-8% | 8.4 – 8.6 | 140 – 220 | 600 – 800 | 10 – 25 | 10 – 15 |
| Cu-Ni-Zn | Cu-Bal, Ni-10-20%, Zn-10-15% | 8.3 – 8.6 | 130 – 200 | 500 – 650 | 25 – 35 | 5 – 10 |
| Cu-Zn (Brass) | Cu-Bal, Zn-20-30% | 8.2 – 8.5 | 90 – 160 | 450 – 600 | 30 – 45 | 28 – 34 |
| Cu-Sn (Bronze) | Cu-Bal, Sn-6-12% | 8.8 – 9.0 | 110 – 150 | 550 – 750 | 15 – 30 | 15 – 20 |
Nickel Alloys:
Often referred to as superalloys, nickel alloys are favored for their exceptional high-temperature strength and corrosion resistance, perfect for gas turbine blades, aerospace components, and energy sector applications.
Nickel Alloys serve well in high-temperature environments where thermal stability and corrosion resistance are critical.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HV) | Tensile Strength (MPa) | Elongation (%) | Corrosion Resistance |
|---|---|---|---|---|---|---|
| Ni-625 | Ni-Bal, Cr-20-23%, Mo-8-10%, Nb-3.15-4.15% | 8.4 – 8.8 | 200 – 300 | 800 – 1200 | 30 – 50 | Excellent |
| Ni-718 | Ni-Bal, Cr-17-21%, Nb-4.75-5.5%, Mo-2.8-3.3% | 8.2 – 8.5 | 250 – 400 | 900 – 1500 | 20 – 45 | Excellent |
| Ni-Cr-Fe | Ni-Bal, Cr-15-18%, Fe-6-10% | 8.1 – 8.4 | 180 – 240 | 500 – 750 | 40 – 55 | Very Good |
| Ni-Cr-Co | Ni-Bal, Cr-16-21%, Co-15-21% | 8.3 – 8.6 | 220 – 350 | 950 – 1400 | 25 – 40 | Excellent |
| Ni-Cu | Ni-Bal, Cu-28-34% | 8.7 – 9.0 | 120 – 180 | 450 – 700 | 20 – 35 | Excellen |
Titanium Alloys:
These alloys are chosen for their high strength-to-weight ratio, excellent corrosion resistance, and biocompatibility, making them ideal for aerospace, medical, and automotive applications.
Titanium Alloys are beneficial in the medical field for surgical instruments and implants due to their biocompatibility and strength.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HV) | Tensile Strength (MPa) | Elongation (%) | Applications |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | Ti-Bal, Al-6%, V-4% | 4.43 | 330 – 380 | 900 – 1100 | 10 – 16 | Aerospace, Medical |
| Ti-6Al-7Nb | Ti-Bal, Al-6%, Nb-7% | 4.50 | 340 – 390 | 950 – 1150 | 8 – 14 | Medical Implants |
| Ti-5Al-2.5Sn | Ti-Bal, Al-5%, Sn-2.5% | 4.48 | 300 – 350 | 850 – 1000 | 12 – 18 | Aerospace, Cryogenic |
| Ti-CP | Pure Titanium (Commercially Pure Grades) | 4.51 | 200 – 240 | 240 – 550 | 20 – 40 | Chemical, Marine |
Master Alloys:
These are used to enhance the properties of base metals, improving their castability, durability, and performance in final applications.
Master Alloys help in refining the structure and properties of metallic components.
| Master Alloy | Composition | Typical Use | Effects on Base Metal | Common Applications |
|---|---|---|---|---|
| Nickel Boron (NiB) | Ni-3-5% B | Grain Refiner | Enhances hardenability, improves fluidity | Stainless Steel, Tool Steels |
| Copper Phosphorus (CuP) | Cu-7-9% P | Deoxidizer | Improves conductivity, reduces porosity | Copper Alloys, Electrical Components |
| Aluminum Titanium Boron (AlTiB) | Al-5% Ti, 1% B | Grain Refiner | Refines grain, increases strength and ductility | Aluminum Alloys, Aerospace Components |
| Titanium Carbon (TiC) | Ti-0.5-2% C | Carbide Former | Increases wear resistance, hardness | Tool Steels, Wear Parts |
| Ferro Silicon (FeSi) | Fe-15-90% Si | Deoxidizer, Alloying | Enhances electrical properties, reduces melting point | Iron Alloys, Automotive Parts |
Low Alloy Steels:
Often used in automotive and industrial applications, these steels provide high strength and toughness at a lower cost compared to other exotic metals.
Low Alloy Steels are preferred for general engineering and automotive components due to their balanced properties and cost-effectiveness.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HV) | Tensile Strength (MPa) | Elongation (%) | Applications |
|---|---|---|---|---|---|---|
| 4140 | Fe, 0.8-1.1% C, 0.8-1.1% Cr, 0.15-0.25% Mo | 7.7 – 7.9 | 200 – 350 | 700 – 1000 | 10 – 25 | Automotive, Aerospace |
| 8620 | Fe, 0.18-0.23% C, 0.4-0.7% Ni, 0.4-0.7% Cr, 0.15-0.25% Mo | 7.6 – 7.8 | 150 – 300 | 500 – 700 | 20 – 35 | Gears, Crankshafts |
| 4605 | Fe, 0.2-0.3% C, 1.65-2.0% Ni, 0.4-0.6% Mo | 7.7 – 7.9 | 170 – 280 | 600 – 850 | 15 – 30 | Bearings, Connectors |
| 4340 | Fe, 0.38-0.43% C, 1.65-2.0% Ni, 0.7-0.9% Cr, 0.2-0.3% Mo | 7.8 – 7.9 | 250 – 400 | 800 – 1200 | 12 – 28 | Aerospace, Automotive |
| 17-4 PH Stainless Steel | Fe, 0.07% C, 15-17.5% Cr, 3-5% Ni, 3-5% Cu, 0.15-0.45% Nb | 7.75 – 7.85 | 300 – 450 | 950 – 1150 | 8 – 18 | Aerospace, Medical |
Soft Magnetic Alloys:
These alloys are essential in electrical and electronic applications, offering necessary magnetic properties for inductors, transformers, and various sensing devices.
Soft Magnetic Alloys are vital in telecommunications and electronic industries.
| Alloy Type | Chemical Composition | Relative Permeability | Saturation Magnetization (Tesla) | Coercivity (A/m) | Electrical Resistivity (μΩ·cm) | Common Applications |
|---|---|---|---|---|---|---|
| Fe-Ni (Permalloy) | Fe-78% Ni-22% | 100,000 – 200,000 | 1.6 | 0.8 – 4 | 50 – 60 | Shielding, Transformers |
| Fe-Si | Fe-97%, Si-3% | 10,000 – 30,000 | 2.0 | 40 – 100 | 70 – 100 | Electric Motors, Generators |
| Fe-Ni-Mo (Mumetal) | Fe-76%, Ni-17%, Mo-5%, Cu-2% | 250,000 – 400,000 | 0.8 | 0.2 – 1.0 | 80 – 100 | Sensors, Magnetic Shielding |
| Fe-Co-V (Hiperco) | Fe-49%, Co-49%, V-2% | 20,000 – 35,000 | 2.4 | 8 – 15 | 25 – 40 | Actuators, Relays |
| Fe-Co-Ni (Fecoflux) | Fe-72%, Co-20%, Ni-5%, Mo-3% | 15,000 – 25,000 | 1.9 | 10 – 20 | 40 – 50 | Magnetic Cores, Rotors |
Tool Steels and High-speed Steels:
Characterized by their hardness and resistance to abrasion, these steels are used in the production of cutting tools, drills, and other machining components that require high wear resistance.
Tool Steels and High-speed Steels are indispensable in the tooling industry for their durability and performance under stress.
| Alloy Type | Chemical Composition | Hardness (HRC) | Tensile Strength (MPa) | Impact Toughness (J/cm²) | Wear Resistance | Applications |
|---|---|---|---|---|---|---|
| M2 High-Speed Steel | W-6%, Mo-5%, V-2%, Cr-4%, C-0.85% | 60 – 65 | 2800 – 3400 | 20 – 25 | High | Drills, Cutting Tools |
| T15 High-Speed Steel | W-12%, Co-5%, V-4%, Cr-4%, C-1.6% | 63 – 67 | 3000 – 3500 | 15 – 20 | Very High | Taps, Milling Cutters |
| D2 Tool Steel | Cr-12%, Mo-1%, V-0.8%, C-1.5% | 55 – 62 | 2500 – 3100 | 10 – 15 | High | Punches, Dies |
| H13 Tool Steel | Cr-5%, Mo-1.3%, V-1%, Si-1%, C-0.4% | 50 – 55 | 1700 – 2300 | 25 – 30 | Moderate | Forging Dies, Extrusion Dies |
| A2 Tool Steel | Cr-5%, Mo-1%, V-0.3%, C-1% | 57 – 62 | 1900 – 2400 | 20 – 25 | Moderate | Stamping Dies, Shear Blades |
The Spectrum of Stainless Steel MIM Powders: Properties and Applications
Stainless steel MIM powders are crucial for producing parts that combine aesthetic appeal with high mechanical performance and corrosion resistance. These powders are characterized by their fine particle size, typically ranging between 10 and 22 microns, which ensures high packing density and uniform sintering behavior, critical for achieving optimal mechanical properties.
Types of Stainless Steel Used in MIM
Stainless steel can be broadly categorized into five groups based on their microstructure and heat treatment capabilities: duplex, austenitic, ferritic, martensitic, and precipitation hardening stainless steels. Each category offers unique properties for specific applications:
-
Duplex Stainless Steel
- Properties: Duplex stainless steels combine austenitic and ferritic stainless steel characteristics, offering high strength and excellent resistance to corrosion and stress corrosion cracking.
- Applications: They are widely used in oil and gas exploration, chemical processing equipment, and marine environments.
-
Austenitic Stainless Steel
- Properties: Known for their non-magnetic behavior and excellent formability, austenitic steels have superior corrosion resistance and maintain their strength at high temperatures.
- Applications: Commonly used in food processing equipment, kitchen utensils, medical devices, and automotive trim.
| Alloy Type | Chemical Composition | Density (g/cm³) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Corrosion Resistance | Applications |
|---|---|---|---|---|---|---|---|
| 304 | Fe, 18% Cr, 8% Ni | 7.9 | 215 – 250 | 505 – 720 | 40 – 60 | Very Good | Kitchen Equipment, Architecture |
| 316 | Fe, 16% Cr, 10% Ni, 2% Mo | 8.0 | 240 – 290 | 515 – 750 | 40 – 60 | Excellent, especially against chloride corrosion | Medical, Marine Applications |
| 310 | Fe, 25% Cr, 20% Ni | 7.9 | 205 – 250 | 520 – 725 | 40 – 50 | Good, high temperature resistance | Furnaces, Heat Exchangers |
| 321 | Fe, 17% Cr, 9% Ni, 0.3% Ti | 7.9 | 205 – 240 | 515 – 720 | 40 – 60 | Very Good, similar to 304 but with better stability at high temps | Aerospace, Exhaust Systems |
| 904L | Fe, 20% Cr, 25% Ni, 4.5% Mo, 1.5% Cu | 8.0 | 220 – 250 | 490 – 700 | 35 – 55 | Excellent, superior corrosion resistance to 316 | Seawater, Chemical Processing |
-
Ferritic Stainless Steel
- Properties: Ferritic stainless steels are magnetic, have good corrosion resistance, and better engineering properties than austenitic grades but are less ductile.
- Applications: They are often employed in automotive parts, industrial equipment, and indoor architecture.
| Alloy Type | Chemical Composition | Density (g/cm³) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Corrosion Resistance | Applications |
|---|---|---|---|---|---|---|---|
| 430 | Fe, 16% Cr | 7.7 | 205 – 310 | 450 – 600 | 20 – 25 | Good, moderate environments | Appliances, Automotive trim |
| 409 | Fe, 11% Cr, 0.5% Ti | 7.6 | 170 – 380 | 380 – 560 | 20 – 22 | Fair, suitable for high temperatures | Exhaust systems, Heat exchangers |
| 441 | Fe, 18% Cr, 0.5% Ni, 0.5% Ti | 7.7 | 230 – 310 | 500 – 670 | 25 – 30 | Good, better high temperature and corrosion resistance | Automotive exhaust parts |
| 434 | Fe, 16-18% Cr, 0.8-2% Mo | 7.7 | 275 – 350 | 415 – 585 | 22 – 28 | Very Good, increased resistance to corrosion | Automotive trim, Fasteners |
| 444 | Fe, 18% Cr, 2% Mo, 0.4% Ni | 7.7 | 275 – 380 | 410 – 580 | 20 – 25 | Excellent, high resistance to chloride corrosion | Water heaters, Solar panels |
-
Martensitic Stainless Steel
- Properties: Martensitic grades are known for their hardness and high strength achieved through heat treatment; however, they are less resistant to corrosion.
- Applications: Ideal for cutlery, surgical instruments, and other applications where high strength and moderate corrosion resistance are required.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HRC) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Corrosion Resistance | Applications |
|---|---|---|---|---|---|---|---|---|
| 410 | Fe, 12% Cr, 0.15% C | 7.8 | 28 – 35 | 450 – 550 | 650 – 750 | 15 – 20 | Moderate | Cutlery, Nozzles, Fasteners |
| 420 | Fe, 13% Cr, 0.15-0.40% C | 7.8 | 45 – 50 | 600 – 700 | 650 – 900 | 12 – 20 | Moderate | Surgical instruments, Blades |
| 440C | Fe, 17% Cr, 1% Mo, 1.1% C | 7.8 | 58 – 60 | 580 – 680 | 760 – 1980 | 12 – 18 | Good | Bearings, Knives, Precision equipment |
| 431 | Fe, 15-17% Cr, 1.25-2.5% Ni, 0.2% C | 7.8 | 25 – 32 | 600 – 800 | 800 – 1000 | 10 – 15 | Good | Pump shafts, Fittings |
| 17-4 PH | Fe, 15-17% Cr, 4% Ni, 3-5% Cu, 0.07% C, Nb + Ta | 7.8 | 33 – 44 | 1100 – 1300 | 1000 – 1400 | 5 – 15 | Excellent |
-
Precipitation Hardening Stainless Steel
- Properties: These steels can be hardened and strengthened through heat treatments, providing excellent mechanical strength and good corrosion resistance.
- Applications: Used in aerospace, chemical, and food processing industries where parts must withstand high stress and corrosive environments.
| Alloy Type | Chemical Composition | Density (g/cm³) | Hardness (HRC) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Corrosion Resistance | Applications |
|---|---|---|---|---|---|---|---|---|
| 17-4 PH | Fe, 15-17% Cr, 4% Ni, 3-5% Cu, 0.07% C, Nb + Ta | 7.8 | 33 – 44 | 1100 – 1300 | 1000 – 1400 | 5 – 15 | Excellent | Aerospace, Medical Devices |
| 15-5 PH | Fe, 14-15.5% Cr, 4.5-5.5% Ni, 3.5% Cu, 0.07% C | 7.8 | 30 – 45 | 1050 – 1250 | 950 – 1150 | 8 – 18 | Excellent | Aerospace, Marine Components |
| 13-8 Mo | Fe, 12.25-13.25% Cr, 7.5-8.5% Ni, 2.0% Mo, 0.01% C | 7.8 | 33 – 43 | 1100 – 1300 | 950 – 1200 | 10 – 15 | Very Good | Aircraft Components, Fasteners |
| A-286 | Fe, 13.5-16% Cr, 24-27% Ni, 1.9-2.35% Ti, 0.08% C | 7.9 | 24 – 35 | 900 – 1150 | 1000 – 1200 | 12 – 20 | Good | Jet Engines, Turbine Components |
| Custom 450 | Fe, 14.5-15.5% Cr, 6-7.5% Ni, 1.25-1.75% Mo, 0.05% C | 7.8 | 28 – 38 | 1000 – 1200 | 950 – 1150 | 10 – 20 | Excellent | Medical Instruments, Springs |
Advantages of Stainless Steel MIM
The MIM process offers several advantages when working with stainless steel powders:
- Complex Geometries: Enables the production of components with complex shapes that would be challenging or impossible to achieve through traditional manufacturing methods.
- High Precision: Achieves tight tolerances and excellent surface finish, reducing the need for secondary machining.
- Cost-Effective: Particularly for large production volumes, MIM reduces waste and energy consumption compared to traditional forging and machining.
Stainless steel alloy powder
Understanding MIM Powder Manufacturing Methods: Gas vs. Water Atomization
The quality of MIM powders significantly impacts the properties of the final molded parts, such as density, strength, and surface finish. The choice of atomization method is crucial in determining the shape, size distribution, and purity of the metal powders.
Gas Atomized Powder
-
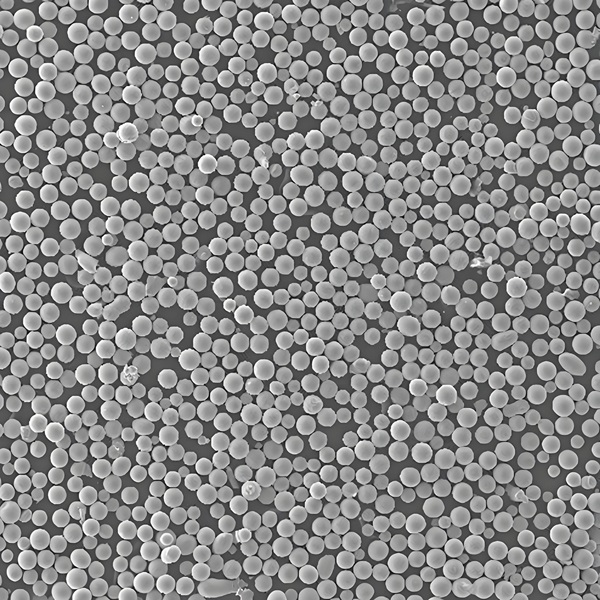
- Process Description: In gas atomization, molten metal is exposed to a high-velocity jet of inert gas, typically argon or nitrogen, which disperses the liquid metal into fine droplets that solidify as they cool while suspended in the gas stream. This method produces powders with a spherical shape, which is ideal for MIM due to the excellent flow characteristics required for the injection molding process.
- Advantages: Gas atomized powders are characterized by their very low oxygen content and high purity. The spherical particles ensure uniform packing and consistent sintering, leading to high-density and mechanically robust final products.
- Applications: Due to their superior quality, gas atomized powders are preferred in aerospace, automotive, and medical industries where high performance and precision are critical.
Water Atomized Powder
-
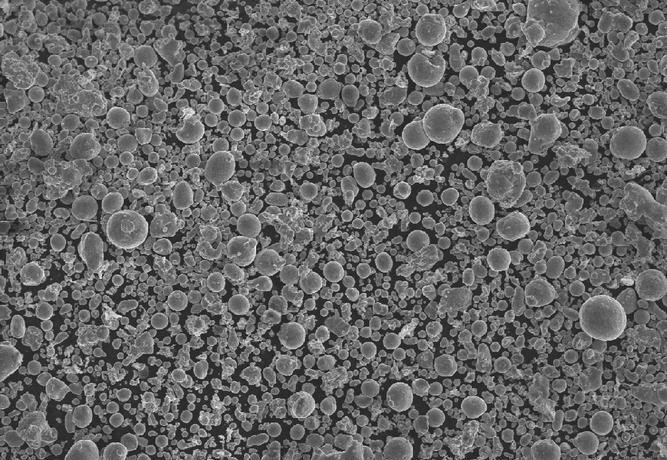
- Process Description: Water atomization involves hitting a stream of molten metal with high-pressure jets of water. This method cools the metal rapidly, breaking it into particles that are generally more irregular in shape compared to gas atomized powders. The rapid cooling often leads to higher levels of oxygen and other impurities within the powder.
- Advantages: Water atomization is more cost-effective than gas atomization. The process is energy-efficient and can be scaled up to produce large quantities of powder, making it suitable for less critical applications.
- Applications: Water atomized powders are commonly used in automotive components, construction hardware, and general industrial applications where the ultimate performance criteria are less demanding.
Difference between Water and Gas Atomized Powder
While both gas and water atomization are effective for producing metal powders for MIM, they differ significantly in several key aspects:
- Particle Shape and Size: Gas atomized powders tend to have a more uniform and spherical shape, facilitating better flow and packing density in the mold. Water atomized powders, however, are typically more irregular and coarse, which can affect the consistency and quality of the final product.
- Purity and Oxygen Content: Gas atomization typically results in powders with lower oxygen content due to the inert atmosphere in which the particles solidify. This is crucial for applications requiring high mechanical properties and thermal stability. Water atomization, while efficient, generally leads to higher oxygen content due to the oxidation that occurs when molten metal interacts with water.
- Cost and Scalability: Water atomization is less expensive and more scalable due to the lower cost of water compared to inert gases and the simpler setup. Gas atomization, though more costly, is essential for producing high-grade powders needed in high-specification applications.
Optimizing MIM Powder Choice: Particle Size and Shape Considerations
MIM Powder Choice
Selecting the right MIM powder involves a deep understanding of the material’s properties and how they affect the molding process and the final part. The decision hinges on various factors including the type of metal, its purity, particle size, shape, and cost. These factors influence the flowability of the powder, density of the molded part, and its mechanical properties post-sintering.
Particle Size and Particle Size Distribution (PSD)
Particle size and its distribution are fundamental properties that affect the performance of the MIM process in several ways:
- Flowability: Smaller particles can reduce flowability but increase the green strength of the molded part, whereas larger particles improve flow but may reduce the strength. A well-controlled PSD ensures that the powder can be easily and consistently injected into molds.
- Packing Density: Optimal particle size helps achieve higher packing density, which is crucial for reducing porosity in the final product. A higher packing density leads to better mechanical properties and surface finish.
- Sintering Behavior: Uniform particle size distribution aids in uniform sintering, reducing defects such as distortion or warping of the component. The particle size also affects the sintering temperature and time, impacting the production efficiency.
Manufacturers typically aim for a PSD that balances these factors to suit the specific requirements of the product being molded. Commonly, a PSD with a median particle size (D50) ranging from 10 to 22 microns is preferred in MIM processes.
Particle Shape
The shape of MIM powder particles plays a significant role in the molding and sintering processes:
- Spherical Particles: These are ideal for MIM as they have excellent flow properties, allowing the powder to fill mold cavities more effectively. Spherical particles also pack more densely, leading to higher mechanical strength and a smoother surface finish on the final product.
- Irregular Particles: While less expensive to produce, irregular particles can lead to issues with flowability and packing density. They are more prone to interlocking, which can cause variability in the injection molding process and result in defects in the sintered parts.

Great! JHMIM engineering team’s expertise in selecting the right MIM powder and their ability to optimize the process based on specific requirements is a strong asset. This strategic approach allows them to effectively balance property needs with cost considerations, ensuring optimal outcomes for their projects. If there’s anything more specific you’d like to explore about MIM technology or another topic, feel free to ask!