Choosing the Right Material for Injection Molding Metal: Properties and Performance Guide
Key Takeaways
Understanding material properties and selection criteria is crucial for successful metal injection molding projects that deliver optimal performance and cost-effectiveness.
• Material categories span four groups: Ferrous alloys (stainless steel, tool steels), tungsten alloys for high-density needs, cemented carbides for wear resistance, and specialty materials like titanium for biomedical applications.
• Density directly impacts performance: Achieving 95-98% theoretical density is critical, as even 2% porosity increase results in 15% fatigue strength reduction in injection molding metal parts.
• Economic viability requires volume: MIM becomes cost-effective at 10,000+ units annually, with optimal economics above 50,000 units where tooling costs of $20,000-$80,000 fully amortize.
• Component constraints define feasibility: Parts must weigh 0.03-300 grams with a minimum 0.010-inch wall thickness, though the sweet spot is 2-50 grams with 0.5-6mm uniform walls.
• Post-processing enhances properties: Standard ±0.3% tolerances often eliminate secondary operations, while surface treatments like polishing and passivation significantly improve corrosion resistance for critical applications.
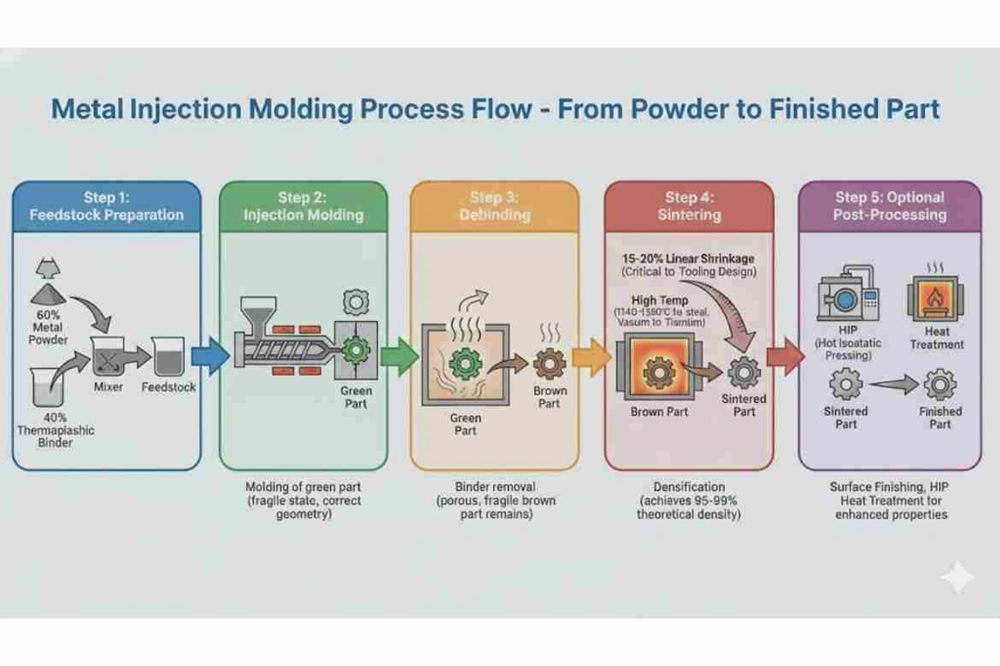
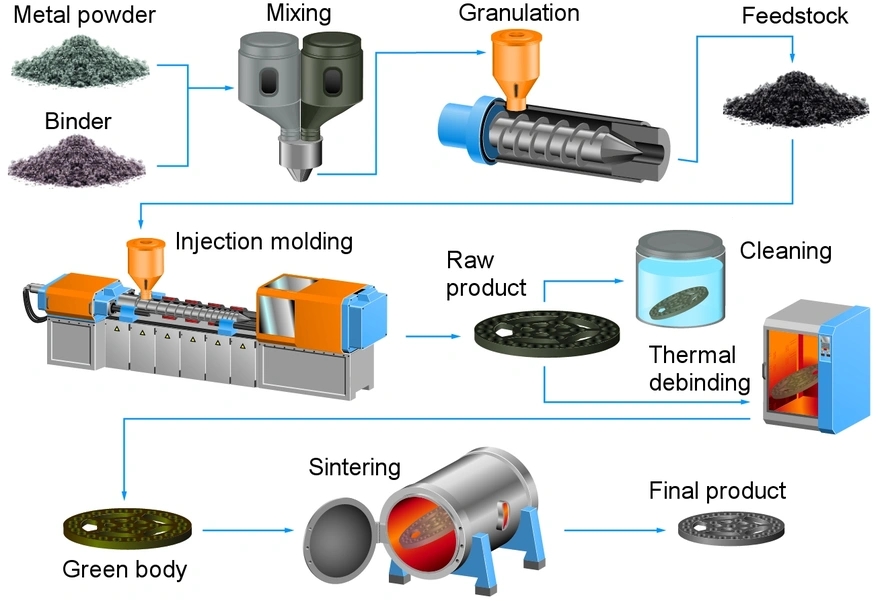
The key to successful MIM implementation lies in matching material properties with specific application requirements, production volumes, and industry standards to achieve the optimal balance of performance, quality, and cost-effectiveness.  Injection molding metal combines the design flexibility of plastic injection molding with the strength of powdered metallurgy. This creates a manufacturing process that delivers precision for complex components. Material selection impacts the performance and durability of the final product. Metal injection molding materials can produce parts ranging from micro medical components at just 0.03 grams to larger industrial components weighing up to 300 grams. Most injection molding metal parts average between 5-15 grams. This piece gets into critical material properties, performance factors and selection criteria. Engineers and manufacturers can use this to choose the optimal metal injection molding materials to suit their applications, addressing mechanical strength, density requirements and industry standards.
Injection molding metal combines the design flexibility of plastic injection molding with the strength of powdered metallurgy. This creates a manufacturing process that delivers precision for complex components. Material selection impacts the performance and durability of the final product. Metal injection molding materials can produce parts ranging from micro medical components at just 0.03 grams to larger industrial components weighing up to 300 grams. Most injection molding metal parts average between 5-15 grams. This piece gets into critical material properties, performance factors and selection criteria. Engineers and manufacturers can use this to choose the optimal metal injection molding materials to suit their applications, addressing mechanical strength, density requirements and industry standards.
Metal Injection Molding Materials: Categories and Options

Material categories for metal injection molding parts span four distinct groups. Each group provides specific performance characteristics suited to different engineering requirements. Powder selection determines which metal injection molding materials can be processed. Most commonly used engineering compositions are easy to get through elemental powder mixing, master alloy combinations, or pre-alloyed particles, where each unit contains all required elements.
Ferrous Alloys: Stainless Steel and Tool Steels
Ferrous alloys dominate commercial metal injection molding materials activity. Nearly half of all activity focuses on stainless steels. Surgical steel MIM-17-4 PH and austenitic stainless steel MIM-316L represent the most popular grades. Stainless steel delivers an optimal balance of mechanical properties and corrosion resistance. High chromium content forms a passive oxide layer that shields injection molding metal parts from moisture and harsh environments. Tool steels provide exceptional hardness and superior wear resistance for high-stress applications. M2, M4, D2, S7, A2, T15, and H13 grades range from 55-65 HRC. Low-alloy steels like 4140, 4605, and 8620 provide budget-friendly strength for structural components.
Tungsten Alloys for High-Density Applications
Tungsten maintains the highest melting point among metals at 3,422°C. This delivers exceptional thermal stability and dimensional integrity under extreme conditions. Tungsten heavy alloys achieve densities of 17-18 g/cm³, far exceeding lead while providing superior strength and environmental safety. W-Ni-Fe compositions contain 90-97% tungsten with nickel and iron binders. These compositions provide magnetic properties and excellent machinability. W-Ni-Cu variants provide non-magnetic characteristics with 90-95% tungsten content, suitable for medical imaging equipment and sensitive electronics. W-Cu blends improve thermal and electrical conductivity for contact applications.
Hard Materials: Cemented Carbides and Cermets
Cemented carbides consist of hard tungsten carbide particles bound by ductile metallic cobalt. Metal cutting applications need more than 80% hard-phase WC content. Grain size controls the hardness-toughness relationship. Finer particles increase hardness at given binder levels. Cermets combine titanium-based hard particles with metal binders. They feature Ti(C,N) core structures and W-rich cobalt binders that deliver superior wear resistance and reduced smearing compared to standard carbides.
Special Materials: Titanium and Nickel-Based Superalloys
Titanium provides exceptional strength-to-weight ratios and biocompatibility for aerospace and medical applications. Processing requires high-vacuum or ultra-high-purity argon atmospheres due to reactivity with oxygen and nitrogen. Nickel-based superalloys like Inconel 718 and Hastelloy withstand extreme temperatures and corrosive environments in aerospace turbine blades and chemical processing reactors. Companies with nearly 20 years of experience in precision-engineered products use these advanced metal injection molding materials for demanding global applications.
Critical Material Properties for MIM Selection

Material property evaluation determines the suitability of metal injection molding materials for specific engineering applications. Five critical property categories guide selection decisions.
Mechanical Strength: Tensile and Yield Performance
Tensile strength in injection molding metal parts ranges from 400 to 1400 MPa depending on alloy composition. MIM 17-4 PH stainless steel achieves yield strength of 980 MPa. Tensile strength reaches 1185 MPa after heat treatment. MIM 316L delivers tensile strength of 510 MPa with 45% elongation. Fatigue strength for 17-4 PH at 10 million cycles reaches 500 MPa, slightly lower than wrought equivalents due to grain size and residual porosity. So applications requiring high cyclic loading just need careful material selection and post-processing optimization.
Density Requirements: 95-98% Theoretical Density
Metal injection molding materials achieve 95-98% theoretical density after sintering. This density range relates directly to mechanical performance. Boosting density from 95% to 98% increases tensile strength by 10-15%. Stainless steel 316L reaches 7.81 g/cm³, representing 97.6% of its 8.0 g/cm³ theoretical density. Titanium alloy Ti-6Al-4V achieves 4.3-4.4 g/cm³ in MIM parts and approaches its theoretical density of 4.43 g/cm³. Research indicates that even 2% porosity increase results in 15% fatigue strength reduction.
Corrosion Resistance in Different Environments
Chromium content of 16-18% in 316L provides exceptional corrosion resistance, while molybdenum enhances pitting resistance with PREN values of 24-26. Surface-breaking porosity creates crevice conditions that compromise corrosion performance. MIM 17-4 PH exhibits pitting corrosion in artificial saliva tests without prior polishing. Post-sintering treatments including polishing, electropolishing, or passivation substantially boost corrosion resistance.
Thermal Conductivity and Expansion Characteristics
Tungsten-copper alloys achieve matched coefficient of thermal expansion for specific applications. WCu 90:10 provides optimal CTE adjustment to gallium arsenide. Components sintered at 1300°C under hydrogen atmosphere reach 98% density at 15.4-15.5 g/cm³.
Biocompatibility for Medical Device Applications
Ti-6Al-4V meets ASTM F136 and F1472 standards for surgical implants, with passive TiO2 film preventing ion release. Carbon and oxygen control proves critical. Oxygen content below 0.27% provides suitable mechanical properties for medical applications. MIM 316L requires additional polishing or passivation treatments to meet implant-grade corrosion requirements per ASTM F746-87.
Performance Factors in Metal Injection Molding Parts
Dynamic performance characteristics determine how injection molding metal parts behave under operational stress conditions. Understanding these factors makes proper material selection possible for applications that require sustained mechanical loading, impact resistance, or specialized magnetic properties.
Fatigue Strength at 10 Million Cycles
MIM 17-4 PH stainless steel demonstrates fatigue strength of 500 MPa at 10 million cycles. This performance sits below cast or wrought equivalents, attributed to larger grain size and residual porosity inherent in metal injection molding materials. The 2% porosity variance relates to a 15% reduction in fatigue performance approximately. Density control becomes critical for cyclic loading applications.
Fracture Toughness and Impact Resistance
V-notched impact testing reveals MIM 17-4 PH retains only 15% of the wrought material’s fracture energy, even when wrought samples undergo similar sintering cycles. Grain structure and residual voids affect crack propagation resistance in injection molding metal parts substantially. Applications that require high impact resistance need specific testing protocols before implementation.
Wear Performance and Surface Hardness
Metal injection molding materials excel in wear applications through feedstock modification. MIM tool steels treated with low-concentration calcium difluoride achieve a 30-fold decrease in dry wear rate versus wrought equivalents. Stainless steel feedstock with titanium nitride or chromium boride produces dramatic wear resistance improvements impossible through traditional metalworking.
Magnetic Permeability in Soft Magnetic Alloys
Fe-50%Ni alloys processed through MIM achieve a maximum permeability of 89,000 with saturation induction reaching 1.58 T and coercive force at 2.52 A/m. These magnetic properties suit solenoid cores and sensor applications that require high responsiveness to minute magnetic field changes.
Material Selection Criteria for Specific Applications
Application-specific requirements drive material choices for injection molding metal projects. Engineers must assess five interconnected criteria before finalizing metal injection molding materials selection.
Component Mass and Size Constraints: 0.03-300 Grams
Injection molding metal parts accommodate mass ranging from 0.03 grams to 300 grams. The optimal economic range falls between 2-50 grams. Most components average 10-15 grams. Parts under 0.5 grams just need specialized micro-MIM equipment. Components exceeding 100 grams face increased sintering distortion risk and diminished cost advantages.
Wall Thickness Requirements: Minimum 0.010 Inches
Wall thickness for injection molding metal parts requires minimum dimensions of 0.010 inches (0.25 mm). The ideal range spans 0.5-6mm. Uniform walls maintain consistency within ±0.5mm. Thick sections above 8mm risk core porosity. Sections below 0.5mm just need careful feedstock control.
Production Volume Economics: 10,000+ Units Per Year
Metal injection molding materials become budget-friendly at volumes exceeding 10,000 units annually. The breakeven point versus machining occurs between 5,000-10,000 units. Optimal economics are achieved above 50,000 units where tooling costs of $20,000-$80,000 amortize fully.
Secondary Operations and Post-Processing Needs
Standard MIM tolerances of ±0.3% often eliminate secondary operations. Injection molding metal parts accept machining, tapping, drilling, heat treatment, and hot isostatic pressing when tighter specifications arise. Surface treatments including plating, coating, and passivation apply without special preparation. This is due to interconnected porosity below 0.2%.
Industry-Specific Material Standards and Certifications
MPIF Standard 35 guides metal injection molding materials specification. It establishes minimum values for yield strength, tensile strength, and elongation. Medical applications require ASTM compliance. Automotive and aerospace sectors just need batch traceability and specific material certifications.
Conclusion
Material selection determines the success of metal injection molding projects. Engineers must assess mechanical properties, density requirements, corrosion resistance and application-specific standards when choosing between ferrous alloys, tungsten compounds, cemented carbides or specialty materials. Proper material matching with production volumes, component geometry and performance requirements will give optimal results. Companies that have nearly 20 years of experience in precision-engineered products understand that balancing these interconnected factors delivers budget-friendly, high-performance injection molding metal parts for demanding global applications.
FAQs
Q1. What weight range can metal injection molding produce? Metal injection molding can produce parts ranging from as light as 0.03 grams for micro medical components to as heavy as 300 grams for larger industrial components. However, most MIM parts typically fall in the 5-15 gram range, with the optimal economic range being between 2-50 grams.
Q2. What density levels do MIM parts typically achieve? MIM parts typically achieve 95-98% of theoretical density after sintering. This density range directly impacts mechanical performance, with improvements from 95% to 98% density resulting in 10-15% increases in tensile strength. For example, stainless steel 316L reaches approximately 97.6% of its theoretical density.
Q3. What is the minimum wall thickness for metal injection molded parts? The minimum wall thickness for metal injection molded parts is 0.010 inches (0.25 mm). The ideal wall thickness range spans 0.5-6mm, with uniform walls maintaining consistency within ±0.5mm. Sections thicker than 8mm risk core porosity, while sections below 0.5mm require careful feedstock control.
Q4. At what production volume does MIM become cost-effective? Metal injection molding becomes cost-effective at production volumes exceeding 10,000 units annually. The breakeven point compared to machining occurs between 5,000-10,000 units, with optimal economics achieved above 50,000 units where initial tooling costs of $20,000-$80,000 can be fully amortized.
Q5. Which stainless steel grades are most commonly used in MIM? The most popular stainless steel grades for MIM are 17-4 PH and 316L. MIM 17-4 PH offers high strength with yield strength of 980 MPa and tensile strength of 1185 MPa after heat treatment, while MIM 316L provides excellent corrosion resistance with tensile strength of 510 MPa and 45% elongation.