Gear Manufacturing
Alumina ceramic stands out as one of the most versatile industrial materials. It’s prized for extreme hardness and thermal stability. This aluminum oxide ceramic has physical properties of alumina that make it indispensable in demanding industries. The material maintains its mechanical properties in both oxidizing and reducing atmospheres up to 1650°C (2900°F). Certain formulations endure well above 1600°C. Purity grades range from 85% to 99.9%, and each variant offers distinct alumina ceramics properties tailored for specific applications. This review gets into the technical specifications and tests real-life performance. It also reviews the main uses of alumina to help professionals determine if this material meets their project requirements.
Alumina Ceramic Overview: Types and Classification

What Is Alumina Ceramic?
Alumina ceramic represents a technical ceramic material composed of aluminum oxide (Al₂O₃). Engineers use it as a baseline material when they select ceramics for industrial components. The material’s composition determines electrical insulation stability, chemical resistance, microstructural consistency, and long-term reliability in a variety of operating conditions. Manufacturing processes vary based on part geometry and performance requirements. Pressing-based methods, casting processes, and extrusion techniques each provide distinct advantages for dimensional capability and density control. Components undergo high-temperature sintering after forming. Densification occurs during this stage. Secondary finishing processes such as grinding or lapping follow for applications that require tight tolerances.
Calcined, Hydrated, and Tabular Alumina
Processing methods alter alumina’s structure and performance characteristics. Calcined alumina results from heating aluminum compounds at elevated temperatures. This removes water molecules and produces a stable crystalline form of Al₂O₃. Alpha-alumina (α-Al₂O₃) is created by calcining alumina hydroxide at 1200-1300°C. It exhibits a stable hexagonal crystal structure and represents the densest, most thermodynamically stable crystalline form. Calcined variants achieve densities of 3.96-4.01 g/cm³, Mohs hardness of 9, and melting points around 2050°C. Tabular alumina emerges from calcining temperatures near 1900-2000°C. Large dense crystals develop at these temperatures and create highly refractory aggregate material with exceptional thermal shock resistance. Hydrated alumina retains water in its molecular structure as Al₂O₃·nH₂O. It serves applications that require high surface area rather than structural strength.
Purity Grades: 92% to 99.9%
Purity specifications define performance boundaries across applications. Materials in the 90-95% range deliver moderate strength with thermal conductivity of 20-25 W/m·K. These are suitable for chemical pump seal rings and spark plug insulators. Products at 95% purity achieve densities of 3.95 g/cc and hardness values that reach 1800 Kg/mm². The 99% grade provides nearly fully dense structure with porosity below 0.1%. It offers excellent high-temperature creep resistance and thermal conductivity that approaches 30 W/m·K for LED substrates and semiconductor applications. Ultra-high-purity variants exceeding 99.9% feature fine-grained structures with grain sizes under 1 μm, flexural strength around 500 MPa, and visible light transmittance above 80% for optical components.
Zirconia Toughened Alumina (ZTA)
Zirconia toughened alumina addresses alumina’s inherent brittleness through composite engineering. ZTA incorporates 10-20% zirconium oxide grains within the alumina matrix. This produces strength increases of 20-30% compared to pure alumina. The boost mechanism operates through stress-induced transformation toughening. Crack tip stress triggers metastable tetragonal zirconia to transform into monoclinic structure. This phase change generates volumetric expansion that resists crack propagation. Fracture toughness values between 6-12 MPa m^1/2 result from this processThe composite maintains high density exceeding 99% coupled with thermal conductivity of 20 W/m·K. ZTA serves applications that require mechanical impact resistance. These include valve seals, pump components, cutting tool inserts, and load-bearing joint implants where pure alumina components have failed through cracking.
Alumina Ceramics Properties: Complete Technical Breakdown

Mechanical Properties: Strength and Hardness Tests
Testing protocols reveal alumina’s position on the Rockwell hardness scale between HRA80-90. This places it below diamonds but substantially above stainless steel. The material registers a hardness rating of 9 on the Mohs scale. This translates to nearly three times the hardness of stainless steel. Bending strength demonstrates temperature sensitivity. Average values increase linearly as temperatures decrease and reach maximum Weibull modulus at 77 K. Standard testing employs Modulus of Rupture methods using three and four-point bending configurations. The latter delivers more accurate measurements. Compressive strength ranges from 2000 MPa for 96% purity to 3500 MPa for 99.95% variants.
Thermal Conductivity: 20-30 W/m·K Performance
Thermal conductivity spans 20-30 W·m⁻¹·K⁻¹ for standard alumina ceramics. Purity grades affect performance. Alumina with 96% purity measures 25 W/mK at 25°C, while 99.7% purity achieves 33 W/mK. Room temperature measurements stabilize around 32 W/mK for typical formulations. Values decrease as operating temperatures rise.
Electrical Properties: Insulation and Dielectric Constant
Volume resistivity exceeds 10¹⁴ ohm-cm at 25°C for standard grades and rises to >10¹⁶ ohm-cm in ultra-high-purity variants. The dielectric constant maintains stability at around 9.8. Measurements fall between 9-10 across frequency ranges. Dielectric strength reaches 9-16 kV/mm based on purity and supports high-voltage applications.
Corrosion and Chemical Resistance
Chemical inertness provides resistance to sulfuric acid, hydrochloric acid, and nitric acid. The material withstands strong alkalis like sodium hydroxide and potassium hydroxide without dissolution. Corrosion performance is associated with microstructure. Impurities segregate to grain boundaries during sintering.
Density: 3.965 g/cm³ at 25°C
Standard atmospheric pressure testing at 25°C establishes density at 3.965 g/cm³. Purity-dependent variations show 96% alumina at 3.75 g/cm³, 99.7% at 3.95 g/cm³, and 99.95% at 3.98 g/cm³.
Uses of Alumina: Industry-Specific Applications
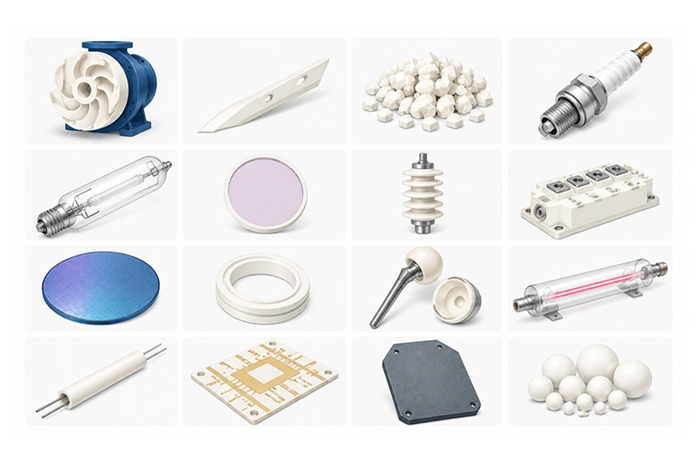
Industrial applications use the physical properties of alumina in sectors that demand precision and durability. This aluminum oxide ceramic serves critical functions where conventional materials fail under stress.
Electronics and Semiconductor Equipment
High-purity alumina substrates support microelectronics by cooling components and providing structural stability while maintaining signal clarity. The material manages high current levels in power electronics and dissipates heat from critical parts. Semiconductor manufacturing equipment employs high-purity alumina in plasma chamber components, wafer chucks and die collets. Its chemical resistance minimizes contamination responsible for over 75% of yield loss. The ultra-high purity minimizes harmful contaminants like copper, iron and calcium that degrade device performance.
Medical and Biomedical Devices
Alumina ceramics deliver flexural strength over 350 MPa for load-bearing orthopedic implants. Hip replacements use alumina femoral heads and acetabular cups, where superior wear resistance reduces particulate debris generation. Dental implants and surgical instruments benefit from the material’s biocompatibility and resistance to chemical degradation in physiological environments. Ceramic injection molding achieves dimensional tolerances as tight as ±0.02 mm for precision medical components.
Cutting Tools and Industrial Machinery
Alumina-based cutting tools withstand temperatures up to 1350°C while maintaining hardness over 15-20 GPa. These tools allow cutting speeds 2-3 times faster than carbide alternatives and reduce machining cycle times in mass production. Whisker-reinforced variants machine nickel-based superalloys used in aerospace gas turbines.
Military and Defense: Ballistic Armor
Alumina ceramic makes up nearly 40% of the global ballistic market and functions as the strike face in Level III and Level IV armor systems. Its hardness over 15 GPa disrupts and degrades incoming projectiles before backing materials absorb residual energy. The material provides a favorable cost-to-performance ratio with well-documented ballistic testing history.
Automotive: Sensors and Engine Components
Alumina ceramic substrates reduce diesel engine fuel consumption by more than 30% through combustion chamber insulation. The material increases thermal efficiency to 48% by minimizing heat loss. Sensors constructed from alumina withstand temperatures over 1,000°C while resisting corrosion and wear. Alumina provides battery insulation in electric vehicles that prevents overheating while reducing overall vehicle weight.
Performance Verdict: Is Alumina Ceramic Worth It?
Ground testing confirms aluminum oxide ceramic performance in demanding operational scenarios. Engineers select this material at the time applications just need sustained exposure to extreme conditions without compromising structural integrity.
Strengths: Extreme Hardness and Thermal Stability
Alumina ceramics deliver exceptional electrical insulation with resistivity exceeding 10¹⁴ Ω·cm and dielectric constants between 8-10. This prevents circuit failures in high-voltage environments. Substrates containing 96% alumina achieve thermal conductivity of 24-28 W/(m·K) and dissipate heat to extend component lifespan. Flexural strength reaches 300-400 MPa combined with Mohs hardness of 9. This ensures durability under mechanical stress. Chemical stability persists at temperatures up to 1600°C and maintains performance in corrosive atmospheres where metals degrade faster.
Limitations: Brittleness and Machining Challenges
Brittleness represents alumina’s biggest weakness. Components fracture upon impact without plastic deformation. This requires careful design to minimize stress concentrations. High hardness demands specialized diamond tooling and increases manufacturing costs while extending production timelines. Thermal conductivity remains poor compared to silicon carbide and aluminum nitride. Temperature fluctuations may induce cracking despite moderate thermal cycling tolerance.
Best Use Cases and Recommendations
Cost-performance varies by a lot based on operating conditions and geometry. Alumina excels in applications that just need wear resistance, electrical insulation and chemical stability under controlled mechanical loads. Alternative materials suit environments with extreme thermal cycling or heavy impact forces. Proper material selection matched to specific performance priorities determines project success.
Conclusion
Alumina ceramic delivers outstanding hardness and thermal stability that justify its premium positioning in demanding applications. The material excels in electronics and medical devices where extreme conditions demand reliable performance. Ballistic armor also benefits from these properties. Brittleness and machining costs present constraints that designers must address through careful engineering though. Alumina represents a proven, affordable choice backed by decades of industrial validation for applications requiring wear resistance, electrical insulation and chemical stability without severe impact loads.
Alumina ceramics are widely used in electronics for semiconductor equipment and substrates, medical applications including hip replacements and dental implants, cutting tools for industrial machinery, military ballistic armor systems, and automotive components such as engine sensors and battery insulation for electric vehicles.
Alumina ceramic maintains its mechanical properties and structural integrity in both oxidizing and reducing atmospheres up to 1650°C, with certain formulations performing well above 1600°C. Its exceptional thermal stability, combined with chemical resistance and dimensional consistency at elevated temperatures, makes it ideal for demanding thermal environments.
The primary limitation is brittleness, as alumina components fracture upon impact without plastic deformation. Additionally, its extreme hardness requires specialized diamond tooling for machining, which increases manufacturing costs and production time. The material also has relatively poor thermal conductivity compared to alternatives like silicon carbide and aluminum nitride.
Purity directly impacts performance characteristics. Lower purity grades (90-95%) offer moderate strength and thermal conductivity of 20-25 W/m·K, while 99% purity provides nearly fully dense structure with improved thermal conductivity approaching 30 W/m·K. Ultra-high-purity variants (99.9%+) deliver the highest flexural strength around 500 MPa and superior electrical insulation properties.
Zirconia Toughened Alumina (ZTA) is a composite material that incorporates 10-20% zirconium oxide into the alumina matrix to address brittleness. This addition increases strength by 20-30% and improves fracture toughness to 6-12 MPa m^1/2 through a stress-induced transformation mechanism that actively resists crack propagation, making it suitable for impact-resistant applications like valve seals and cutting tool inserts.