Material jetting stands as one of the fastest and most accurate 3D printing technologies. It delivers geometric precision with layer thickness as low as 14 to 16 microns. Material jetting additive manufacturing achieves dimensional accuracy of ±0.1% with tolerances ranging from ±0.1 mm to as precise as ±0.02 mm. This level of precision, combined with smooth surface finishes, has driven adoption across automotive and aerospace industries for prototyping and production applications. Material jetting 3D printing includes multiple techniques, such as PolyJet, Drop-on-Demand (DOD), and NanoParticle Jetting (NPJ), and each serves distinct engineering requirements. Material jetting uses span from concept modeling to functional components, especially when applications just need visual realism and micron-level detail. This piece gets into material jetting machine architectures, ISO/ASTM standards, and industrial implementation strategies.
Material Jetting 3D Printing Technology Fundamentals
What is Material Jetting Additive Manufacturing
The ISO/ASTM 52900:2015 standard defines material jetting additive manufacturing as a process that selectively deposits droplets of feedstock material onto a build platform. The process operates like traditional inkjet printing, where printheads dispense liquid photopolymers that solidify through UV light exposure. Material jetting belongs to one of seven additive manufacturing categories and stands apart through its droplet-based deposition approach rather than vat polymerization or powder bed fusion.
How Material Jetting Works: Droplet Deposition and Layer Curing Mechanics
The material jetting process begins with heating photopolymer resin to 30-60°C to achieve optimal viscosity for droplet formation. Printheads eject tiny droplets onto the build platform using thermal or piezoelectric actuation methods. Thermal systems vaporize fluid to create pressure pulses. Piezoelectric transducers deform to expel droplets. UV light sources, operating at wavelengths between 190-400 nm, cure each deposited layer through photopolymerization. The build platform lowers by one layer thickness after each pass and repeats the jetting and curing cycle until part completion.
Material Jetting Machine Components and Advanced Print Head Architecture
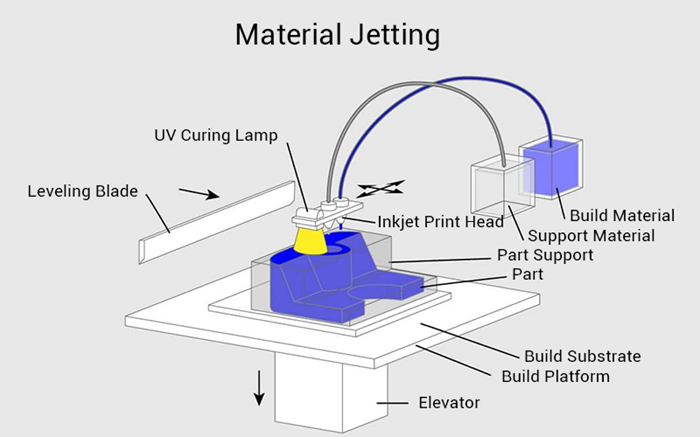
Material jetting machines comprise four components. Printheads dispense material onto the build platform through hundreds of tiny nozzles arranged in arrays. Material containers store liquid photopolymers in air-excluding tanks before transmission to nozzles. The build platform supports layer-by-layer construction and often features removable substrates for easy part separation. UV light sources attach to printhead carriers and enable curing after deposition.
Key Characteristics: Resolving Resolution, Surface Finish (Ra), and Build Size
Material jetting systems achieve layer thicknesses between 16-32 microns. As-printed parts exhibit surface roughness (Ra) values ranging from 1-10 μm depending on build orientation. Build volumes span from 380 x 250 x 200 mm for standard systems to 1000 x 800 x 500 mm for industrial platforms.
Types of Material Jetting Systems and Post-Processing Dynamics
PolyJet Technology for Multi-Material and Full-Color Prototyping
PolyJet 3D printing, patented by Objet company, jets ultra-thin photopolymer layers onto build trays. UV light cures each layer immediately after deposition. The technology enables full-color printing through Cyan, Magenta, Yellow, Black, and White (CMYK) rigid materials and offers over 600,000 available colors. Multiple printheads deposit different materials at once. This creates parts with varying properties including rigid, flexible, and transparent resins in a single print. Gel-like support material dissolves through water jetting or manual removal.
Drop-on-Demand (DOD) Systems for High-Precision Investment Casting Wax Patterns
DOD material jetting printers employ two print jets. One deposits build material while another dispenses dissolvable support material. These machines incorporate a fly cutter that skims the build area after each layer and ensures flat surfaces before subsequent layer deposition. DOD technology produces waxlike patterns for investment casting applications. It achieves up to 90% cost reduction over conventional wax patterns while eliminating tooling requirements.
NanoParticle Jetting (NPJ) for Metal Parts: The Critical Transition from Green Body to Sintered Component
NPJ uses liquid suspensions containing metal or ceramic nanoparticles loaded as cartridges and jetted in very thin layers. The process operates on heated build trays at 250°C. This causes liquid evaporation and leaves behind building material. Green parts emerge at about 60% density. Water-soluble support material dissolves in mild, non-hazardous solvents. Sintering produces 13% linear isotropic shrinkage for metal parts and 17.8% per dimension for ceramics.
Thermal Profile Optimization: High-Temperature Debinding and Sintering Windows
Debinding removes bonding agents through controlled thermal decomposition at temperatures ranging from 250°C to 450°C with specific holding times. Sintering for stainless steels occurs above 1350°C in a partially depressurized hydrogen atmosphere. Optimal temperature profiles balance heating rates to prevent micro-crack formation while minimizing production time.
Materials, Standards, and Engineering Quality Requirements
Photopolymers, Sacrificial Resins, and Sinterable Metal Nanoparticles
Material jetting 3D printing operates with three material categories: base resins, composite resins and support materials. Base photopolymers include rigid general-purpose materials, transparent resins, flexible elastomers, biocompatible formulations for medical applications and castable resins for investment casting workflows. Engineering-grade photopolymers deliver improved strength and thermal resistance for injection molding applications. Composite resins blend multiple base materials before printing to achieve hybrid mechanical properties. Support materials use dissolvable formulations for simpler removal through water jetting or chemical dissolution. Metal material jetting uses nanoparticle suspensions with particle size distribution D50 of 0.75 µm. This is approximately 20 times smaller than binder jetting feedstock.
ISO/ASTM Standards for Metrology Compliance in Material Jetting Processes
ISO/ASTM 52900 defines standardized terminology for material jetting additive manufacturing processes. ISO/ASTM 52901 provides data exchange guidelines between suppliers and customers. It specifies order information, material requirements and acceptance criteria. ISO/ASTM 52902 describes test artifacts and measurement protocols for evaluating system performance repeatability.
Dimensional Accuracy: Managing Shrinkage Factors and Linear Tolerances
Material jetting achieves tolerances of ±0.1% with lower bounds of ±0.05 mm for small features. Photopolymer shrinkage ranges from 1-6% during curing and requires compensation through scaling factors. Process capability indices (Cm, Cmk, Cp, Cpk) exceed 1.67 within 0.22 mm tolerance intervals for PolyJet systems. International Tolerance Grades fall between IT8 and IT10 per ISO-286 standards.
Advanced Quality Control Methods and Surface Decarburization Prevention
Live monitoring systems and machine vision detect dimensional deviations during printing. Controlled atmosphere furnaces prevent surface decarburization for sintered metal parts by maintaining proper carbon equilibrium. Thermal post-processing at 60°C-80°C improves dimensional accuracy by 15% through stress relief.
Industrial Applications and Engineering Use Cases
Aerospace Tooling and Lightweight Thin-Walled Component Manufacturing
Thin-walled components dominate aerospace applications due to their high specific strength and reduced weight. Material jetting produces investment casting patterns for aerospace parts and eliminates time-consuming certification processes required for directly printed components. The technology enables topology-optimized geometries with component lengths reaching 1 meter. Lightweight construction projects benefit from material jetting’s capacity to create complex sprue systems and filigree structures in single work steps.
Medical Devices: Biocompatible Surgical Guides and Complex Anatomical Models
Material jetting uses biocompatible formulations to fabricate patient-specific surgical guides and anatomical models. MRI and CT scan data are converted into full-color physical models for pre-surgical planning directly. Drill guides produced through material jetting achieve root mean square accuracy of 0.09 ± 0.01 mm. Multi-color bone models serve as anatomy teaching tools, while surgical training simulators replicate patient-specific conditions.
Automotive Prototyping and Functional Powertrain Testing Parts
Engineers test aerodynamic components and engine covers under ground conditions through rapid prototyping. Material jetting additive manufacturing creates tooling, jigs, and fixtures with customized geometries. Manufacturers produce multi-material functional prototypes for design verification processes.
High-End Jewelry, Dental, and Precision Engineering Applications
NanoParticle Jetting delivers ± 50 micron accuracy with 200 micron minimum feature sizes for precious metal jewelry. The technology achieves 97% material efficiency compared to 77% for powder bed systems. Dental implant guides and surgical templates produced through poly jetting exhibit the lowest dimensional variations among additive processe.
Partner with Us for Quality-Assured Precision Component Manufacturin
Advanced Labs with Automated Digital Inspection and Automated Sintering Furnaces
Achieving exceptional properties in material jetting—especially NanoParticle Jetting (NPJ) for metals—demands world-class post-processing control. Our metallurgical facilities are equipped with atmosphere-controlled, high-temperature vacuum sintering furnaces engineered to eliminate internal porosity and maximize component density. Every batch undergoes strict quality gates, leveraging automated digital metrology, surface roughness profile analysis, and multi-axis microhardness testing to ensure complete adherence to ISO/ASTM standards.
Submit Your Component Drawings and STEP/IGS Files for a Free Engineering DFM Review
Transitioning complex multi-material assemblies or micro-scale additive parts into industrial reality requires early-stage optimization. Our engineering team provides a complimentary, comprehensive Design for Manufacturability (DFM) review for your 3D printing or metal injection molding designs. We analyze shrinkage tolerances, geometric constraints, and post-sintering thermal windows to minimize production costs and cycle times. Upload your STEP, IGS, or CAD files today to collaborate with our metal manufacturing specialists.
FAQs
Q1. What level of dimensional accuracy can material jetting 3D printing achieve? Material jetting achieves dimensional accuracy of ±0.1% with typical tolerances ranging from ±0.1 mm to as precise as ±0.02 mm. For small features, tolerances can reach ±0.05 mm. The technology delivers layer thicknesses between 14-32 microns, making it one of the most precise additive manufacturing methods available.
Q2. How does the material jetting process work? Material jetting works by heating photopolymer resin to 30-60°C and ejecting tiny droplets onto a build platform using thermal or piezoelectric printheads. UV light immediately cures each deposited layer through photopolymerization. The build platform lowers by one layer thickness after each pass, and the process repeats until the part is complete.
Q3. What materials can be used in material jetting 3D printing? Material jetting uses photopolymers including rigid general-purpose materials, transparent resins, flexible elastomers, biocompatible formulations, and castable resins. It also supports composite resins that blend multiple materials for hybrid properties, dissolvable support materials, and metal nanoparticle suspensions for producing sintered metal parts.
Q4. What industries commonly use material jetting technology? Material jetting is widely adopted in aerospace for lightweight components and tooling, medical devices for surgical guides and anatomical models, automotive for prototyping and functional testing parts, and precision industries including jewelry and dental applications. The technology serves both prototyping and production applications requiring high detail and accuracy.
Q5. What is the difference between PolyJet and NanoParticle Jetting (NPJ)? PolyJet jets photopolymer layers that cure immediately with UV light, enabling multi-material and full-color printing with over 600,000 available colors. NPJ uses metal or ceramic nanoparticle suspensions jetted onto heated build trays at 250°C, producing green parts that require subsequent sintering to achieve final metal or ceramic components with 13-17.8% linear shrinkage.