Introduction
Powder manufacture influences the mechanical properties and performance of finished components. This makes production method selection critical for industrial applications. Powder-to-part consistency and industrial scalability determine whether manufacturers can achieve reliable results in production. Tungsten carbide alone consumes approximately 50% of the world’s tungsten supply, and this demonstrates the scale and economic significance of the powder metallurgy process. Multiple production approaches exist, including metal powder atomization, chemical reduction, and mechanical milling. Each produces distinct particle characteristics for specific applications. This piece gets into how metal powder is made through different manufacturing methods, compares atomization technologies for metal powder additive manufacturing, and details quality requirements for metallurgy powder. It also outlines industry standards that ensure optimal performance in press-and-sinter operations and metal injection molding.
Overview of Industrial Powder Manufacturing Methods
Industrial powder production separates into three distinct categories based on the physical principles used: mechanical methods that fracture bulk materials, chemical processes that convert metal compounds to elemental form, and physical vapor techniques that condense metal vapors into ultrafine particles. Each approach generates powders with unique morphologies and characteristics suited to different metallurgy powder applications.
Mechanical Production: Ball Milling for Brittle Materials
Ball milling operates on impact and attrition principles. Grinding media collide with material inside a rotating cylindrical shell to reduce particle size. The shell contains balls manufactured from steel, stainless steel, ceramic, or rubber. Material selection depends on contamination tolerance and chemical reactivity requirements. Hard and brittle materials respond especially well to this technique. They fracture cleanly under repetitive impact forces.
The process accommodates both wet and dry grinding conditions. Particle size control is achieved through grinding media selection, rotational speed adjustment, and milling duration. Smaller media particles produce finer end products. Denser balls generate greater impact forces during collision. Mechanical milling introduces potential contamination from grinding media abrasion, though, and can cause work-hardening in powder particles. The method produces irregular shapes with wide size distributions, so it finds extensive use in applications where particle geometry matters less than cost efficiency.
Chemical Production: Reduction Methods for Iron and Tungsten
Hydrogen reduction of tungsten oxide remains the most commonly used industrial method for tungsten powder production. The process is valued for its mature technology, simple equipment requirements, and contamination-free reaction. The reaction WO₃+3H₂=W+3H₂O converts tungsten trioxide to metallic powder. Over 70% of the produced tungsten powder is used in cemented carbide manufacturing. Temperature and water vapor partial pressure represent the main factors that control reduction efficiency.
Chemical reduction delivers high-purity powders with excellent particle size control. The technique extends to iron, copper, nickel, molybdenum, and other metals through the reduction of their oxides. Hydrogen or carbon monoxide serves as the reducing agent. Compared to mechanical methods, chemical processes avoid media contamination while producing more uniform particle morphologies.
Physical Vapor Deposition for High-Purity Nanopowders
Physical vapor deposition vaporizes metals and condenses the vapor faster to form nanoscale particles. The process occurs in vacuum or inert gas environments. This minimizes contamination and produces very pure nanomaterials. This method generates powders in the nanometer scale range with unique properties suited to specialized applications. PVD achieves superior purity through vapor-phase processing, but production rates remain lower than atomization or reduction methods.
Metal Powder Atomization Processes
Metal Powder Atomization Processes
Atomization technologies fragment molten metal streams into droplets that solidify into powder particles. The atomizing medium and energy source determine particle morphology, purity, and size distribution. Gas atomization accounts for around 80% of metal powder production for additive manufacturing. Water atomization produces roughly 80% of the world’s iron powder, totaling about 1 Mt/a.
Gas Atomization: Spherical Powder for Additive Manufacturing
High-pressure inert gas streams break molten metal into spherical droplets during gas atomization. The process produces powders with particle sizes that range from 10 to 100 µm. It operates at pressures exceeding 1 MPa, with argon or nitrogen as the atomizing gas to minimize oxidation. Spherical morphology delivers superior flowability and packing density when you compare it to irregular shapes. This makes gas-atomized powders essential for metal powder additive manufacturing applications. The technique accommodates titanium alloys, aluminum alloys, stainless steel and other high-melting-point materials. Particle size distribution tends to be wide with geometric standard deviations around 2.0.
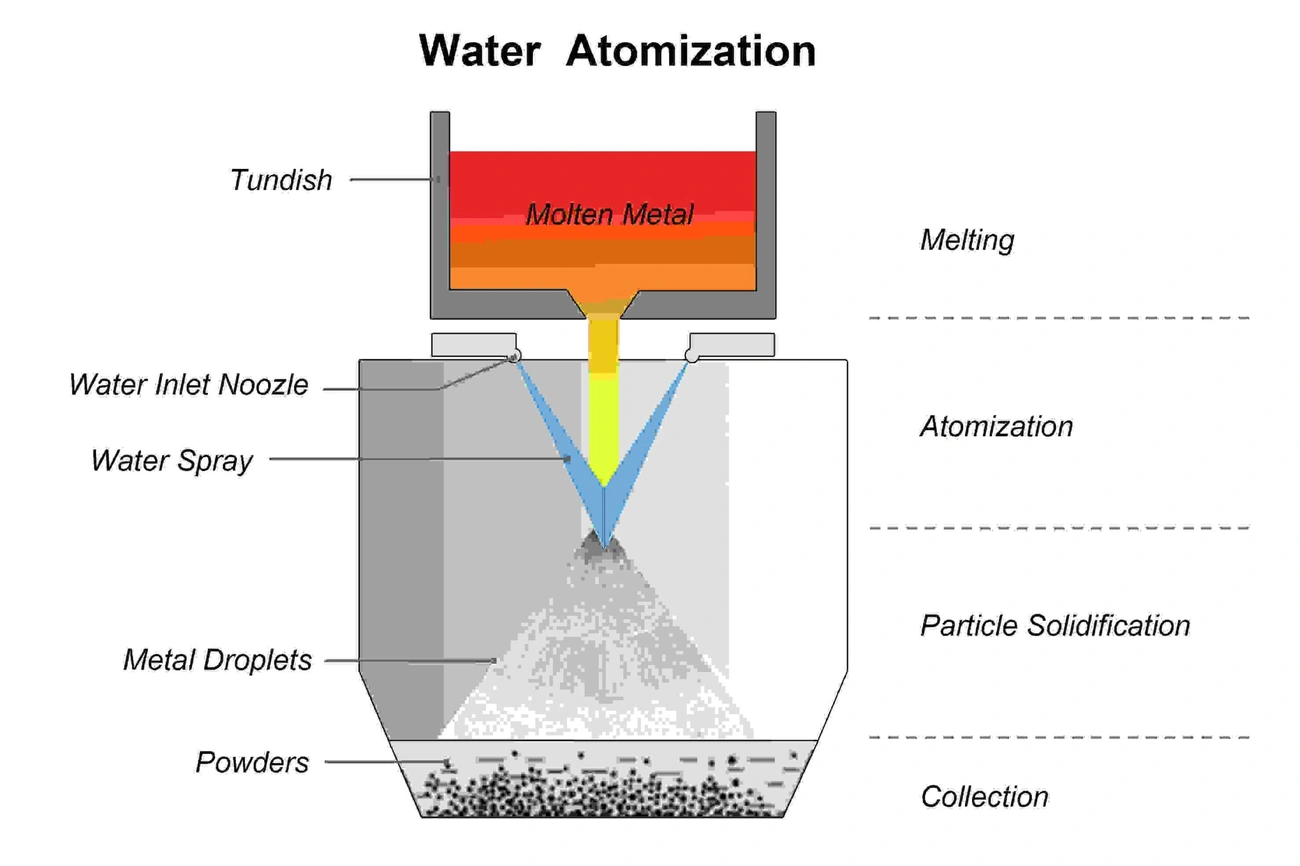
Water Atomization: Affordable Irregular Powder Production
Water atomization directs high-pressure water jets at molten metal streams and achieves production rates of 10-50 t/h for iron powder. Pressure requirements range from 20 bars for coarser powders around 300 µm to 200 bars for finer powders at 50 µm. The resulting particles exhibit irregular, ellipsoidal morphologies that provide superior green strength in press-and-sinter operations. Water-based methods offer much lower equipment and operating costs when you match them against gas atomization. Oxide content increases due to water contact.
Plasma and Centrifugal Atomization for Reactive Metals
Plasma torches exceed 10,000°C. This allows atomization of reactive and refractory metals, including titanium alloys where traditional crucible methods introduce contamination. Plasma atomization produces around 40% of powder below 50 µm, with particle size distributions ranging from 10 to 150 µm. Centrifugal atomization achieves production rates up to 1,100 kg/h for nickel-based superalloys. Rotating disks generate narrow particle size distributions with minimal satellites.
EIGA and PREP: Premium Atomization Technologies
Electrode Induction Gas Atomization eliminates crucible contact by melting rotating electrodes with induction coils. This produces ceramic-free powders for titanium, zirconium, niobium, and tantalum alloys. The process generates particle sizes between 40-100 µm with low oxygen, nitrogen and hydrogen concentrations. Plasma Rotating Electrode Process employs centrifugal force to atomize molten electrode surfaces and achieves 85.3% powder yield in the 50-150 µm range. PREP powders exhibit oxide content below 0.2% and near-zero satellite formation. Gas atomization shows 0.5-2% oxide levels and 10-20% porosity.
Powder Quality Requirements for Metallurgy Process
Quality specifications govern whether atomized powders perform reliably in press-and-sinter operations, metal injection molding, or metal powder additive manufacturing applications. Particle characteristics measured through standardized testing protocols determine powder-to-part consistency in production runs.
Particle Size Distribution: D10, D50, and D90 Standards
D10, D50, and D90 represent cumulative distribution percentiles reported on a volume basis in additive manufacturing. D50 divides the particle population into two equal halves by volume. D10 shows that 10% of total powder volume consists of particles smaller than this size. D90 means 90% of powder volume has particles below this threshold. Span, calculated as (D90-D10)/D50, provides a normalized view of distribution width. Laser powder bed fusion requires 15-63 μm ranges with D50 at 30-40 μm.
Hall Flowmeter Testing to Assess Die Filling Performance
ASTM B213 measures flow rate by timing 50g of powder through a standardized funnel with 60° cone angle and 2.5mm orifice. Interparticle friction slows flow as it increases. Fine powders often fail to flow through the Hall funnel. The test simulates die cavity filling in press operations and correlates to production rates and compacted part uniformity.
Surface Oxidation Control During Storage and Transport
Titanium alloy powders with median particle size around 25 μm attract moisture when exposed to atmosphere due to surface area. Oxygen content increased from 0.08 wt% to 0.19 wt% over 21 builds in electron beam powder bed fusion systems. Sealed argon or nitrogen environments preserve metallurgical integrity during storage.
Apparent Density and Packing Density Measurements
Apparent density measures mass per unit volume when powder flows into a container without compaction and reflects behavior during powder spreading. Tapped density quantifies density after mechanical vibration allows particle rearrangement. The Hausner ratio (tapped density/apparent density) evaluates flowability. Values below 1.25 indicate good flow and above 1.4 signal poor flow characteristics.
Industrial Applications and Quality Standards
Industrial Applications and Quality Standards
Application-specific powder requirements determine material selection strategies. Metal injection molding, press-and-sinter operations, and metal powder additive manufacturing each just need distinct particle characteristics.
Metal Injection Molding: Fine Powder Requirements Below 20μm
Metal injection molding just needs particle sizes below 20μm to achieve 95-99% theoretical density after sintering. Gas atomized powders with spherical morphology pack to high densities and exhibit suitable viscosity during injection. This produces sintered density of 98.9% with tensile strength that reaches 1280 MPa. Water atomized powders achieve 97.2% density with 1080 MPa strength due to irregular shapes and oxide content. Fine powder specifications specify D90 between 20-30 microns, with median particle size around 10 microns.
Press-and-Sinter Applications: Green Strength Optimization
Warm-die compaction targets minimum green strength of 13.8 MPa (2000 psi) at temperatures from 45 to 95°C. Irregular particle morphologies from water atomization provide superior green strength compared to spherical powders. Surface texture increases interparticle friction and mechanical interlocking.
Additive Manufacturing: Sphericity and Flow Requirements
Particles with sphericity calculations exceeding 0.91 qualify as spherical for powder bed fusion processes. Laser-based systems use 15-53μm powder ranges. Sphericity above 98% ensures smooth powder laying and feeding during printing.
ISO 9001 and ASTM B213 Compliance Standards
ISO 9001:2015 certification governs production and processing control for batch-to-batch consistency. ASTM B213 establishes Hall Flowmeter testing as the preferred method to determine powder flowability.
Conclusion
Powder manufacturing methods directly determine component performance across industrial applications. Gas atomization produces spherical powders essential for additive manufacturing, while water atomization delivers cost-effective irregular particles suited for press-and-sinter operations. Chemical reduction generates high-purity materials for tungsten carbide production, and mechanical milling accommodates brittle materials economically. Each technique addresses specific requirements through controlled particle morphology, size distribution, and purity levels. Therefore, manufacturers select production methods based on application demands, whether metal injection molding requires sub-20μm particles or laser bed fusion needs 98% sphericity, ensuring consistent powder-to-part reliability.
FAQs
Q1. What are the main methods used to manufacture industrial metal powders? Industrial metal powders are produced through three primary approaches: mechanical methods like ball milling that fracture materials through impact, chemical processes such as hydrogen reduction that convert metal oxides to pure metal, and physical vapor deposition that condenses metal vapors into ultrafine particles. Each method creates powders with distinct characteristics suited for different applications.
Q2. How does gas atomization differ from water atomization in powder production? Gas atomization uses high-pressure inert gas to create spherical particles ideal for additive manufacturing, producing powders with superior flowability and packing density. Water atomization employs high-pressure water jets to generate irregular-shaped particles at lower cost, achieving production rates of 10-50 tons per hour and providing better green strength for press-and-sinter operations, though with higher oxide content.
Q3. What particle size is required for metal injection molding applications? Metal injection molding requires fine powders below 20μm to achieve 95-99% theoretical density after sintering. Typical specifications call for D90 between 20-30 microns with a median particle size around 10 microns. Gas atomized spherical powders generally perform better, achieving up to 98.9% sintered density compared to 97.2% for water atomized powders.
Q4. What do D10, D50, and D90 measurements indicate in powder specifications? These values represent cumulative distribution percentiles by volume. D50 is the median particle size where half the powder volume is smaller and half is larger. D10 indicates that 10% of the powder volume consists of particles smaller than this size, while D90 means 90% of particles are below this threshold. These measurements help ensure consistent powder performance.
Q5. Why is sphericity important for additive manufacturing powders? Sphericity above 0.91 (or 98% in some specifications) ensures smooth powder laying and feeding during the printing process. Highly spherical particles flow more easily, pack more densely, and spread uniformly across the build platform in powder bed fusion systems, which is critical for producing high-quality parts with consistent properties.