Custom MIM Solutions for Wearable Technology: Achieving Esthetics and Strength
Key Takeaways
MIM manufacturing revolutionizes wearable technology by combining esthetic design freedom with exceptional mechanical strength in a single, cost-effective process.
• MIM achieves 96-99% solid metal density with ±0.3% tolerances, delivering wrought metal performance in complex geometries impossible with traditional manufacturing methods.
• Cost savings of 30-50% occur at production volumes above 12,500 units, making MIM economically superior to machining for complex wearable components at scale.
• 316L stainless steel provides biocompatible skin contact, while titanium alloys reduce component weight by 50% without compromising strength or durability.
• Complex geometries integrate multiple features without assembly, eliminating secondary operations while achieving thin-wall structures and intricate details in single molding cycles.
• Surface finishes range from matte to mirror polish with PVD coatings, enabling premium esthetics and enhanced wear resistance for consumer wearable applications.
The technology proves particularly valuable for smartwatch cases, fitness tracker housings, and clasp mechanisms where both form and function are critical to user acceptance and long-term reliability.  Wearable technology just needs components that combine intricate design with exceptional durability, and understanding what is MIM (Metal Injection Molding) reveals the solution to this manufacturing challenge. MIM metal injection molding produces parts with 96-99% density and delivers solid metal performance in complex geometries that traditional methods cannot achieve. This process holds tolerances of ±0.3%. It’s especially good for consumer electronics like cell phones and wearable devices. Wearable manufacturers seek flexible solutions for miniaturized components, and MIM manufacturing enables both esthetic refinement and mechanical strength in a single economical process.
Wearable technology just needs components that combine intricate design with exceptional durability, and understanding what is MIM (Metal Injection Molding) reveals the solution to this manufacturing challenge. MIM metal injection molding produces parts with 96-99% density and delivers solid metal performance in complex geometries that traditional methods cannot achieve. This process holds tolerances of ±0.3%. It’s especially good for consumer electronics like cell phones and wearable devices. Wearable manufacturers seek flexible solutions for miniaturized components, and MIM manufacturing enables both esthetic refinement and mechanical strength in a single economical process.
What is MIM Manufacturing and Why It Matters for Wearables

The MIM Metal Injection Molding Process Explained
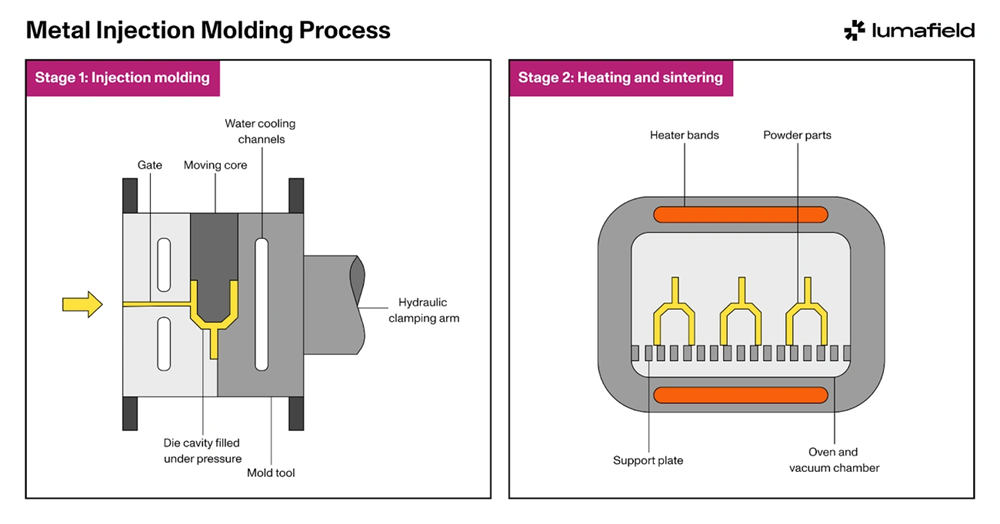
Metal injection molding merges powder metallurgy with plastic injection molding techniques to produce small, complex metal parts. The process begins with feedstock preparation, where fine metal powders are blended with thermoplastic and wax binders in precise ratios. This mixture is cooled and granulated into pellets that feed into standard injection molding machines.
The molding phase heats feedstock and injects it under high pressure into precision mold cavities. This creates what manufacturers call a “green part”. The green part is about 20% larger than its final dimensions to accommodate shrinkage in later stages. Current injection molding systems process quantities of 100 grams or less per shot because of equipment limitations, though this can be distributed across multiple cavities.
Debinding follows molding and removes binder materials through solvent extraction, catalytic processes or thermal methods. This stage produces a fragile, porous “brown part” with 40% air volume. The brown part then enters sintering furnaces where temperatures approach the metal’s melting point. Stainless steel sintering occurs at 1,350 to 1,400°C. Metal particles fuse together in this phase and eliminate void spaces. The part shrinks 15% in each dimension. Sintering in vacuum conditions achieves 96-99% solid density.
How MIM Parts Differ from Traditional Metal Components
MIM parts exhibit material properties approaching wrought metal and stand apart from components made through conventional manufacturing. The process produces three-dimensional geometries that eliminate secondary operations, something machining or casting cannot replicate. Machined parts endure induced stress and internal pressure that can lead to deformation over time. MIM components form without such mechanical stresses.
Traditional machining wastes 30-40% of material as chips and scrap. MIM generates only 5% waste. The sprues and runners from MIM can be reground and reused as feedstock without compromising final properties. MIM produces thinner wall sections and sharper geometries than alternative methods, with tolerances reaching ±0.3% of nominal dimensions.
The technology handles difficult-to-machine materials by molding them into net shape. MIM becomes more cost-effective as parts grow in complexity. Complexity adds minimal cost once the mold is created, but each complex feature in machining adds time and expense. MIM also combines multiple components into single parts and reduces assembly requirements and part count.
Cost-Effectiveness at Production Scale
MIM proves economically viable for high-volume production despite higher tooling investments upfront. Feedstock costs about $12.00 per pound compared to $1.00-2.00 per pound for conventional powder metallurgy. But the highly automated nature of MIM reduces manual labor requirements compared to traditional metal forming methods.
Production economics move in MIM’s favor at scale. A comparison of a 10mm stainless steel cube shows MIM and investment casting reach cost parity at 12,500 units. Beyond this threshold, MIM delivers better quality and precision at lower per-unit costs. A 100,000-piece order costs $250,000 with MIM compared to $615,000 for CNC machining. Complex parts see cost reductions of 30-50% with MIM in scaled production.
The process achieves high productivity with minimal scrap generation. Production rates reach 4,000 pieces per day with consistent quality across all units. MIM reduces both labor costs and material waste because it eliminates extensive post-processing and machining requirements. Secondary operations like finishing and assembly are reduced, which results in more cost savings. Manufacturers in consumer electronics, medical devices and wearable technology now adopt MIM to produce intricate metal structural parts at competitive prices.
Design Freedom for Wearable Device Esthetics

MIM manufacturing realizes geometric possibilities that traditional fabrication methods cannot match for wearable device esthetics. The technology produces watch cases, gears and buckles with one-time molding of complex shapes while maintaining high dimensional accuracy and excellent surface smoothness. These capabilities address the watch industry’s just need for high precision, high esthetics and extended product lifespan.
Complex Geometries in Smartwatch Cases and Bands
Intricate geometries and feature miniaturization become achievable through what is mim parts production. The process handles thin walls, sharp corners, undercuts, cross holes, screw threads, contours and gear segments without secondary operations. Designers optimize components by employing strategies like thin features, radii or filets to reduce sharp corners. Smart rings represent a recent innovation in the wearable industry. They monitor human body metabolism. Titanium housing adds a premium outlook while making the product 50% lighter compared to regular stainless steel versions.
Watch clasps for artificial jewelry demonstrate the precision possible with SS 17-4 PH material. They provide exceptional strength, dimensional accuracy and durability. Like other wearable components, these clasps can be designed with uniform thickness to improve material flow and prevent warping, cracking, voids and sink marks [4]. Multiple components integrate into one to eliminate assembly requirements.
Surface Finish Options: From Matte to Mirror Polish
Metal injection molded parts post-processed with barreling and polishing provide superior esthetic finishes, both matte and glossy, as required for wearable applications. Physical Vapor Deposition (PVD) coatings improve components further in colors like silver and rose gold. They meet dual demands of esthetics and wear resistance. The PVD process creates hard metal-based coatings used in firearms, medical devices and cutting tools.
Chrome finishes improve esthetics and functionality in medical devices, automotive applications and firearm. Polishing removes irregularities, smooths roughness and creates smooth, shiny surfaces that improve product quality while facilitating cleaning and preparing parts for subsequent treatments. Vibratory finishing allows treatment of large batches at once. It removes burrs, smooths edges and evens surfaces.
Thin-Wall Structures for Lightweight Comfort
Thin-wall component mass production achieves edge thickness of only 10 μm. This level of precision requires adequate material development, specialized mold design and fine polishing skills that realize perfect parting line contact. High flowability feedstock deployment makes shorter injection times possible for smaller and thinner designed components. Wearable artifacts should weigh under 100g and not exceed dimensions of 50x50x20mm, with miniaturized designs preferred for discretion.
Integrated Features Without Assembly
MIM optimization integrates functional features to improve performance and reduce assembly. These features include snap fits, self-joining elements and alignment tabs. Designing for multi-functionality combines structural elements with esthetic highlights. Methods such as coring reduce material and processing time. Knowing how to combine assemblies into a single net-shape part takes advantage of MIM’s core strengths. It delivers parts with wall thickness less than 6.3 mm and weight in the range of 0.5 to 150 g.
Mechanical Strength Requirements in Wearable Technology
Wearable components face rigorous mechanical demands throughout their service life, requiring what is mim manufacturing to deliver performance characteristics that match traditional metalworking methods. Drop tests, compression tests, and bending tests determine the point at which structural integrity begins to degrade in smart wearables. Manufacturers use these limits to design more resilient products that withstand normal handling without compromising functionality.
Impact Resistance for Daily Wear Scenarios
Mechanical durability testing applies controlled forces to assess how wearable components respond to daily impacts. Smartwatch cases, fitness tracker housings, and clasp mechanisms encounter sudden loads during routine use. MIM components achieve 95-99% of theoretical density, resulting in mechanical properties within 90-100% of wrought metals. But residual porosity acts as stress concentrators and reduces fatigue life by 15-30% compared to wrought materials.
Fatigue Strength in Hinge and Clasp Mechanisms
Clasp and hinge components endure repetitive loading cycles that demand specific stress thresholds. Stress in wrought-steel wire clasps should remain under 1.0 GPa to get fatigue resistance for loading cycles exceeding 10^6. The number of loading cycles required to cause fatigue fracture increases with reduced deflection. MIM 316L shows a fatigue limit at 55% (297 MPa) of maximum tensile strength at 10^6 cycles. Therefore, flexural hinges require explicit analytical expressions accounting for stress concentration and surface finish to avoid premature failure.
Material Density: Achieving 96-99% Solid Metal Properties
What is mim parts density relates directly to mechanical performance. MIM materials reach density levels between 95% and 99% of theoretical values. A slight drop in density reduces strength, hardness, and fatigue resistance. Stainless steel 316L achieves 96-98% of theoretical density with 510 MPa tensile strength and 45% elongation. Research shows that proper MIM processes with 316L powder can achieve density levels up to 99.2%. Titanium alloy Ti-6Al-4V reaches 4.3-4.4 g/cm³ in MIM parts, approaching its theoretical density of 4.43 g/cm³.
Corrosion Resistance in Sweat-Exposed Components
Sweat pH fluctuates between 4 and 7.5 under different physiological conditions. The corrosion current of 304 and 316L stainless steel increases by a lot as sweat pH decreases from 7.5 to 4.5, with corrosion current increasing by 10.2 times and 8.9 times, respectively. Lower pH promotes migration and loss of chromium and nickel from the surface, increasing corrosion degree. The corrosion mechanism in sweat is pitting corrosion. Notably, 316L stainless steel offers superior corrosion resistance for sweat-exposed wearable components.
Material Selection for Custom Wearable Applications

Material choices determine both functional performance and user acceptance in wearable applications. What is mim manufacturing’s material versatility allows engineers to select alloys based on mechanical properties, corrosion resistance, magnetic behavior, biocompatibility, or load capacity requirements.
316L Stainless Steel for Biocompatibility
316L stainless steel serves as the predominant choice for skin-contact wearables. The alloy composition of Fe-19Cr-9NI-2Mo delivers corrosion resistance and combined strength properties. Chromium content ranges from 16-18%, nickel from 10-14%, and molybdenum from 2-3%. Carbon content stays below 0.03%. This low-carbon formulation prevents carbide precipitates at grain boundaries and improves corrosion resistance.
End links for premium watches employ SS316L. The material integrates watchbands with cases seamlessly while offering superior corrosion resistance and refined esthetics. The material complies with biocompatibility standards and remains harmless to human tissues without causing allergic reactions. To cite an instance, clasps used for artificial jewelry employ SS 17-4 PH and provide exceptional strength, dimensional accuracy, and durability.
Titanium Alloys for Ultra-Lightweight Strength
Titanium alloys address weight-critical wearable designs. Ti-6Al-4V exhibits a density of only 4.5 g/cm³ with tensile strengths reaching up to 1,400 MPa. The material proves 45% lighter than steel yet developed to match steel’s strength. Similarly, titanium is 60% denser than aluminum but more than twice as strong.
Smart rings monitoring human body metabolism demonstrate titanium’s advantages. Titanium housing creates a premium outlook and makes products 50% lighter compared to regular stainless steel versions. The non-reactive nature will give biocompatibility and prevent rejection in prolonged skin contact.
Specialty Alloys for Magnetic and Thermal Properties
Specialty alloys address functional requirements beyond structural performance. Nickel alloy offers electrical conductivity and corrosion resistance, making it suitable for electrical parts and wristwatch components. These alloys exhibit specific magnetic properties that include high magnetic permeability and low coercivity with excellent magnetic retention.
MIM Manufacturing Process Optimization for Wearables
Optimizing what is mim manufacturing parameters directly affects the performance characteristics of wearable components. Each process stage just needs precise control to achieve the dimensional accuracy and mechanical properties these applications require.
Feedstock Preparation to Achieve Fine Detail Resolution
Powder particle size determines achievable detail resolution. Metal powders must remain under 20 microns. Larger particles fail to flow as needed and create voids during sintering. The blended feedstock undergoes granulation into pellets to ensure consistency in injection molding. Feedstock viscosity runs 100 times thicker than regular plastics and changes design approaches for mold filling.
Precision Tooling to Achieve ±0.3% Tolerances
MIM achieves tolerances of ±0.3% to ±0.5% of nominal dimensions. Part geometry and material selection influence achievable precision. Features like thin walls or intricate details may just need tighter tolerances. This requires close work with suppliers to optimize designs.
Sintering Parameters to Ensure Component Durability
Sintering occurs at 1400°C. Parts experience 15-20% linear shrinkage at this temperature. Components have the strength of warm butter at these temperatures and just need careful support strategies. MIM achieves 96-99% density. Fatigue applications may require derating by 10% versus wrought materials or specifying hot isostatic pressing treatment.
Secondary Operations: PVD Coating and Polishing
PVD coatings improve surface hardness to 3000+ HV. Mechanical polishing achieves Ra 0.05-0.2μm surface finishes. This equals 8K stainless steel mirror quality. Electropolishing creates uniform Ra 0.1-0.3μm surfaces while forming a Cr₂O₃ passivation layer that boosts corrosion resistance by 30%.
Conclusion
MIM manufacturing addresses the dual needs of wearable technology. It delivers esthetic refinement and mechanical strength. The process achieves 96-99% density with ±0.3% tolerances and enables complex geometries that traditional methods cannot replicate. Materials like 316L stainless steel provide biocompatibility for skin contact. Titanium alloys reduce weight by 50% without sacrificing durability. Production economics favor MIM at scale, with 30-50% cost reductions for complex parts beyond 12,500 units. Manufacturers produce wearable components that combine intricate design with exceptional performance characteristics through precise control over feedstock preparation, sintering parameters and secondary operations. These components suit demanding consumer applications.
FAQs
Q1. What makes Metal Injection Molding suitable for wearable device manufacturing? MIM combines intricate design capabilities with exceptional durability, producing parts with 96-99% density that deliver solid metal performance. The process achieves tight tolerances of ±0.3% and handles complex geometries that traditional manufacturing methods cannot replicate, making it ideal for miniaturized wearable components that require both esthetic refinement and mechanical strength.
Q2. How does MIM compare to traditional machining in terms of cost and material waste? MIM generates only 5% waste compared to 30-40% material waste in traditional machining. For a 100,000-piece order, MIM costs approximately $250,000 versus $615,000 for CNC machining. Complex parts see cost reductions of 30-50% with MIM in scaled production, as complexity adds minimal cost once the mold is created.
Q3. What materials are commonly used in MIM for wearable applications? 316L stainless steel is the predominant choice for skin-contact wearables due to its biocompatibility and corrosion resistance. Titanium alloys like Ti-6Al-4V are used for weight-critical designs, being 50% lighter than stainless steel while maintaining comparable strength. Specialty alloys are also available for specific magnetic and thermal property requirements.
Q4. Can MIM produce thin-walled components for lightweight wearables? Yes, MIM can produce thin-wall structures with edge thickness as low as 10 micrometers. The process uses high flowability feedstock that enables shorter injection times for smaller and thinner components, making it ideal for wearables that should weigh under 100g and maintain compact dimensions for user comfort.
Q5. How does MIM ensure corrosion resistance for sweat-exposed wearable components? MIM uses materials like 316L stainless steel, which offers superior corrosion resistance in sweat environments where pH fluctuates between 4 and 7.5. The low-carbon formulation prevents carbide precipitates at grain boundaries, improving corrosion resistance. Secondary operations like electropolishing can further enhance corrosion resistance by up to 30% through the formation of a protective passivation layer.