Key Takeaways
Understanding the fundamental differences between ceramic injection molding and pressing helps manufacturers select the optimal production method for their specific requirements and budget constraints.
• Ceramic injection molding excels at complex geometries – handles undercuts, internal cavities, and intricate 3D features with ±0.3-0.5% dimensional accuracy that pressing cannot achieve
• Break-even occurs at 3,000-10,000 parts for injection molding – high tooling costs (€10,000-€100,000) make it economical only for medium to high-volume production runs
• Pressing offers cost-effective simplicity for basic shapes – lower initial investment and straightforward operations make it ideal for simple geometries and low-volume production
• Production volume determines the optimal method – injection molding costs drop from $2.00-$8.00 per part at 10,000 units to $0.50-$2.00 at 100,000+ units
• Design complexity is the key differentiator – injection molding produces net-shape parts with minimum 0.3mm wall thickness, while pressing struggles with intricate structures
The decision ultimately hinges on balancing part complexity requirements against production volume and available capital investment. For complex, high-precision components at scale, injection molding delivers superior value despite higher upfront costs. For simple shapes and smaller quantities, pressing provides an economical alternative with faster setup times.  Choosing between injection molding ceramic and pressing methods can make or break production efficiency and profitability. The global ceramic injection molding market reached around $530 million in 2023, while mold costs range from €10,000 to over €100,000. Ceramic injection molding offers superior design complexity and precision with dimensional accuracy of ±0.3-0.5%. Pressing provides simplicity for simple shapes. This piece breaks down the ceramic injection molding step by step process and compares production costs and volumes. It gets into the advantages and disadvantages of ceramic injection molding versus pressing to help manufacturers decide which method suits their needs.
Choosing between injection molding ceramic and pressing methods can make or break production efficiency and profitability. The global ceramic injection molding market reached around $530 million in 2023, while mold costs range from €10,000 to over €100,000. Ceramic injection molding offers superior design complexity and precision with dimensional accuracy of ±0.3-0.5%. Pressing provides simplicity for simple shapes. This piece breaks down the ceramic injection molding step by step process and compares production costs and volumes. It gets into the advantages and disadvantages of ceramic injection molding versus pressing to help manufacturers decide which method suits their needs.
What is Ceramic Injection Molding and How Does It Work?
Overview of the Ceramic Injection Molding Process
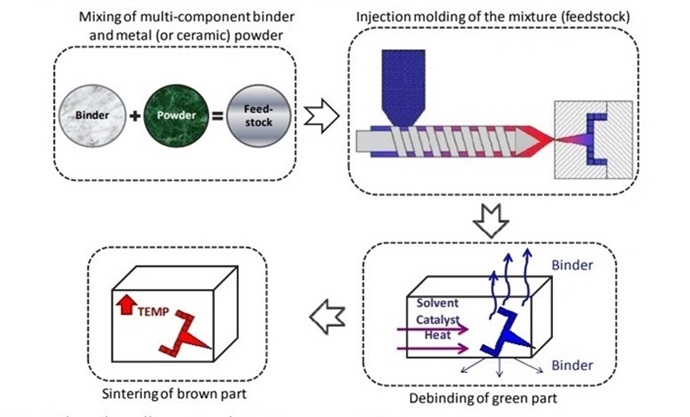
Ceramic injection molding (CIM) adapts powder metallurgy techniques to create complex ceramic components through a multi-stage manufacturing sequence. The process begins when fine ceramic powders (less than 25 microns in size) combine with thermoplastic binders to form a homogeneous feedstock. This feedstock enters an injection molding machine where high pressure forces the molten mixture into closed die cavities and produces what manufacturers call a “green part”.
The green part undergoes two critical thermal processes. First, debinding removes 75% to 90% of the binder material through thermal, solvent, or catalytic methods. This creates a “brown part” that consists of porous ceramic powder held together by residual binder. Second, sintering heats the brown part in a furnace to about 96% of the material’s melting point. Ceramic particles bond together at this stage while the component shrinks by as much as 20%. The result is a fully dense part that retains its complex geometry.
The closed die system produces parts with defined geometry and narrow dimensional tolerances, qualifying CIM as a net-shape production process. Parts range from 1 to 100 mm in size with weights from 100 mg to a few hundred grams. The precision of this ceramic injection molding process allows CIM to produce parts with wall thicknesses as thin as 0.2 mm and features as small as 0.1 mm.
Key Components: Feedstock, Binder, and Ceramic Powder
The feedstock formulation requires balance between solid loading and flowability. Volumetric binder fractions range from 40% to 60%, depending on powder size, morphology, and size distribution. High solid loading reduces shrinkage and deformation during sintering, yet excessive powder content creates unfavorable rheological properties that lead to high injection pressures and potential shear cracks.
Binder systems serve multiple functions beyond carrying ceramic powder. The term includes the binder itself, plasticizers, surfactants, defoaming agents, and release agents. Common binder materials include waxes, paraffins, and organic polymers such as polypropylene (PP), polyethylene (PE), and polyvinyl alcohol (PVOH). Special formulations feature soluble components like polyethylene glycol (PEG) for solvent debinding before thermal processing. Polyoxymethylene (POM)-based binders optimize green strength for thick-walled components through catalytic monomerization to formaldehyde rather than thermal decomposition.
Ceramic powder selection determines final component properties. Alumina, zirconia, silicon carbide, and magnesium oxide represent the main material options. Powder surfaces must receive complete binder coverage to allow grain sliding during paste deformation without excessive shear forces. Then the proportion of powder in feedstock reaches at least 70% by weight, preferably 80% or more, with optimal formulations achieving 90% or more by weight.
Industries Using Ceramic Injection Molding
The medical sector relies on ceramic injection molding for dental implants, prosthetic replacements, endoscopic tools, and surgical components. Mass spectrometry equipment manufacturers use CIM for quadrupoles, rods, and insulating components, while neuromodulation and neurostimulation implant producers depend on the process for biocompatible devices.
Energy and industrial applications extend to fuel cell plates, nuclear system components, and energy storage devices. Industrial pumps and sensors benefit from CIM’s knowing how to produce wear-resistant parts. The automotive and aerospace sectors specify CIM for high-temperature sensors and engine components including water pump seals, precision dispersion nozzles, sensor covers, and bearings. Lifestyle applications include precision gears, colored ceramics, watch components, and spectacle nose pads.
What is Ceramic Pressing and Its Main Types
Ceramic pressing shapes powder materials into functional parts through mechanical pressure rather than injection flow. The process compacts granular or fibrous ceramic powder within a mold cavity and brings particles closer together until internal friction forces bind them into a green body with specific strength and shape. Particles slide against each other as gaps decrease and contact increases under external force. This creates tight packing that improves interaction between colloid molecules and particles.
Dry Pressing Process
Dry pressing, also known as press forming or powder pressing, places granulated powder with suitable particle size distribution into a metal mold cavity where mechanical force compresses it into shape. The method operates with moisture content between 0% and 15%. A moving pressing head applies pressure and transmits force to compact powder particles into a ceramic green body with defined geometry.
Pressing head configurations come in different types. Uniaxial pressing fixes the mold cavity and lower plunger while the upper plunger moves. Biaxial pressing fixes the mold cavity but moves both upper and lower plungers, either at once or in sequence. Sequential biaxial pressing applies pressure on both sides one after the other and allows better gas expulsion with more uniform green body density. Floating mold pressing fixes the lower plunger while both the mold cavity and upper plunger move in sync.
Friction and pressure loss between powder particles and mold walls create uneven density distribution in the embryo. This makes ceramic products prone to cracks or multiple layers. The manufacturing process’s complexity and high mold costs limit dry pressing for large-scale ceramic production. Despite these drawbacks, dry pressing remains the most common shaping technique for specialty ceramics such as microwave dielectric ceramics and semiconductor ceramic components. Small disks or plates can be pressed with thicknesses of around 0.8 or 1.0 mm.
Isostatic Pressing (CIP and HIP)
Isostatic pressing uses fluid as a transfer medium to get uniform static pressure on materials from all directions. Cold isostatic pressing (CIP) operates at ambient temperature while hot isostatic pressing (HIP) functions at elevated temperatures between 400°C and 2000°C.
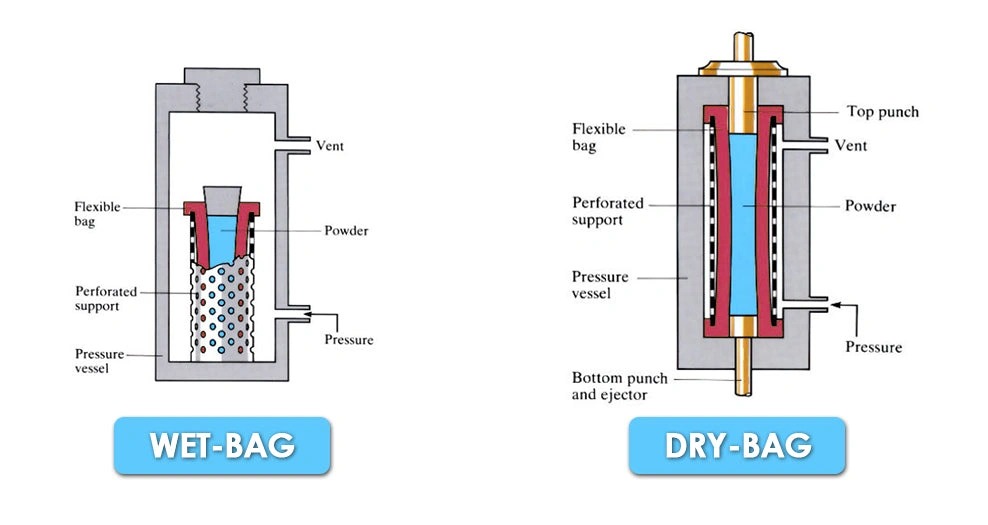
Hydrostatic pressure acts on ceramic powder filled within sealed flexible elastomeric molds made from rubber or polyurethane during CIP. The sealed mold submerges in a liquid-filled pressure vessel containing water, oil, glycerol, or other non-compressible fluid. Pressures reach up to 1000 GPa, though most production units operate between 200 MPa and 300 MPa. Typical forming pressures for ceramics range from 20 MPa to 200 MPa.
CIP comes in two variations. Wet-bag pressing loads a separate elastomeric mold outside the press and then submerges it in the pressure vessel. Multiple molds can be loaded into the vessel for a single pressurization run. Dry-bag pressing integrates the rubber mold into the pressure vessel and eliminates immersion steps while enabling easier automation. The pressurized liquid does not act from all directions in dry-bag systems. This requires careful mold design to ensure homogeneous particle packing.
HIP applies high temperature and high pressure using inert gas such as argon or nitrogen to help eliminate internal porosity and heal defects. Process soak temperatures range from 482°C for aluminum castings to 1,320°C for nickel-based superalloys. Gas pressure applies between 50.7 MPa and 310.3 MPa, with 100 MPa being most common. HIP achieves full theoretical density greater than 99.9%.
When Pressing is Commonly Used
Dry pressing suits mass production of precision products with simple structures. The method produces ceramic sealing rings, valve cores, liners, microwave dielectric ceramics, mobile phone ceramic covers, and semiconductor components. Isostatic pressing handles uniformly compressed blanks, large parts appropriate for green state machining, and exacting prototypes. Applications include electrical insulators, ceramic balls for bearing applications, nozzles, tubes, grinding wheels, crucibles, spark plugs, and technical ceramics for dental and medical applications.
Ceramic Injection Molding Step by Step Process
The ceramic injection molding step by step sequence changes raw materials into precision components through five distinct phases.
Step 1: Feedstock Preparation and Mixing
First, ceramic powder selection occurs based on grain size, shape and distribution according to application requirements. The powders combine with thermoplastic binders and additives under carefully monitored conditions. Twin-screw extruders perform the mixing operation at 135°C with screw speeds of 18 rpm to get pelletized feedstock particles. This compounding process requires high energy input to distribute ceramic powder uniformly and coat all grains with binder while eliminating agglomerations.
The mixing technique directly influences injection molding behavior and final microstructure quality. Feedstocks prepared from pre-milled powders require injection pressures around 200 bar lower compared to non-milled materials. Homogeneous feedstocks with high solid loading and minimal binder content provide the best performance. Any inhomogeneities such as binder clusters or powder agglomerations transfer through the process chain into the final product microstructure.
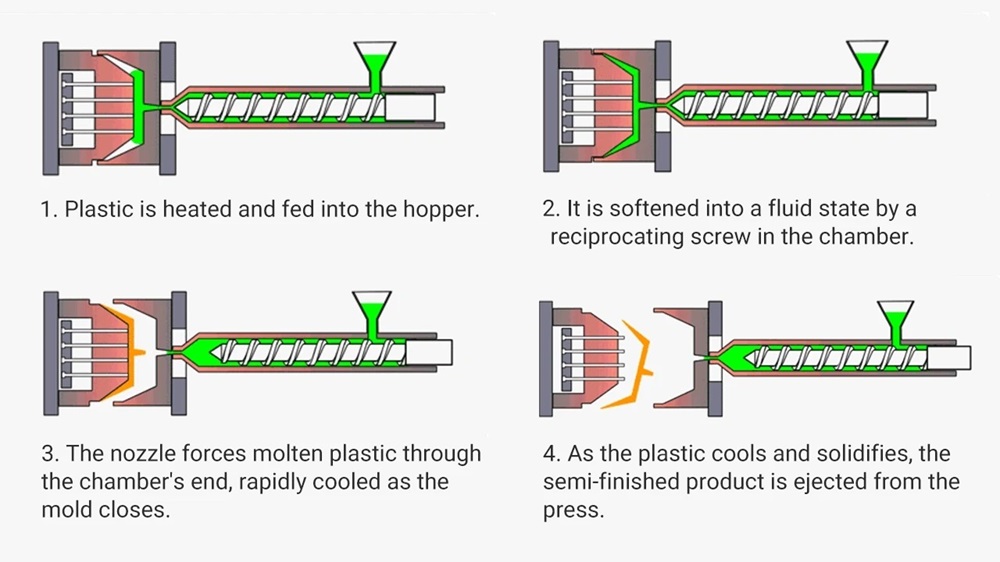
Step 2: Injection Molding into the Mold
Injection molding machines force the pelletized material into mold cavities after feedstock preparation. The process operates under injection pressure of 70 MPa and temperature of 150°C. Standard plastic injection molding machines receive modifications to handle ceramic feedstocks. Wear components get replaced with very hard materials to resist abrasion from ceramic powder. The feed screw forces material through the feed tube into the mold cavity, where it solidifies into a green part.
Step 3: Debinding (Binder Removal)
A two-stage debinding process removes binders from green parts. Solvent debinding places parts in n-heptane at 45°C for 8 hours to extract soluble binders including paraffin wax and stearic acid. Thermal debinding then removes backbone binders through controlled heating from room temperature to 500°C. The heating rate requires careful control to prevent pressure buildup and cracking. Binder decomposition generates gasses that must escape through surface-connected pores.
Step 4: High-Temperature Sintering
Samples undergo sintering at temperatures between 1500°C and 1575°C with heating rates of 5°C per minute once debinding completes. Peak temperature is maintained for 2 hours. Ceramic particles bond together while components shrink uniformly by as much as 20%. The sintering atmosphere varies by material and occurs in oxidizing or reducing environments or under vacuum.
Step 5: Quality Control and Finishing
Post-processing methods address applications requiring specific surface quality or precision that exceeds sintered tolerances. Operations include polishing, coating or machining to achieve desired surface finish and dimensional accuracy. Density measurements use the Archimedes method. Bending strength testing follows ISO 6872:2008 standards and Vickers hardness testing complies with ISO 14705-2000.
Comparing Part Complexity and Design Freedom
Part geometry requirements separate injection molding ceramic from pressing methods in production planning. Geometric complexity, dimensional precision, and feature accessibility determine the manufacturing approach selection.
Geometric Capabilities of Injection Molding
Ceramic injection molding produces complex three-dimensional components with features that challenge conventional forming techniques. The process handles undercuts, perpendicular holes, screw threads, re-entrant angles, multi-shaped blind holes, surface profiles and intricate internal cavities in net-shape quality. Large alumina components measuring about 6 × 6 × 6 cm with wall thicknesses of a few millimeters demonstrate very complex geometry, including high aspect ratios.
Multiple machining operations would be needed to produce internal channels, thin walls and undercuts conventionally. CIM can produce them in a single cycle. The method excels at manufacturing thin-walled and high-aspect-ratio ceramic parts used in many applications across electronics and microfluidics. Intricate surface textures and patterns transfer directly into molded components. They serve functional purposes such as improved grip or heat transfer and esthetic requirements.
Design Limitations of Pressing Methods
Pressing methods face constraints with highly intricate structures. Press molding achieves a certain degree of complex structures, especially when you have ceramic products with internal channels, irregular pores or simple cavity structures. Very complex or highly intricate structures present challenges. Producing complex shapes from cold isostatic pressed blocks becomes very complicated if not impossible. Milling procedures are very time consuming. Multiple clamping position changes lead to higher dimensional tolerances. Delicate structures become prone to chipping during clamping or milling processes.
Wall Thickness and Internal Features
Minimum wall thickness for CIM reaches 0.3mm. Wall thickness variation must stay within ±10% to prevent differential shrinkage. Draft angles between 0.5° and 2° are required for proper part ejection. Sharp corners should be avoided with minimum radius of 0.3mm. Minimum feature size achieves ≥0.3mm. Weld lines occur when molds fill through multiple gates or components contain holes. This reduces inherent material strength to about half values.
Surface Finish and Tolerances Achieved
As-sintered dimensional accuracy reaches ±0.3-0.5%, translating to about ±0.03mm on a 10mm feature. Post-sintering grinding brings tolerances down to ±0.01mm or better for critical dimensions, at additional cost and lead time. Parts with very narrow tolerances can be produced without applying other finishing technologies when mold design, feedstocks, processing parameters and post-processing of green parts are controlled completely.
Production Volume, Cost, and Time Comparison
Upfront Tooling Investment: Injection Molding vs Pressing
Original mold costs for ceramic injection molding range from €10,000 to over €100,000, depending on part complexity. Prototype single-cavity molds start at USD $8,000-$15,000, while simple production geometry requires $15,000-$30,000. Complex multi-cavity molds reach $50,000-$100,000. Equipment investment to run a complete CIM operation runs $200,000-$500,000. Pressing methods require lower tooling investment due to simpler mold designs, though exact costs depend on press type and part specifications.
New design development takes 3-6 months. Mold fabrication, first articles, and process optimization add 8-16 weeks once tooling development begins. CIM molds require refurbishing after 1,000-20,000 shots. Lifespan is determined by abrasive properties of processed materials, paste properties, and operating conditions.
Per-Part Cost at Different Production Volumes
Per-part costs decrease as production scales. Costs range from $2.00-$8.00 per component when producing 10,000 parts. Volume expansion to 50,000 parts drops costs to $0.80-$3.00. Production exceeding 100,000 parts achieves $0.50-$2.00 per part. This cost reduction occurs as fixed tooling expenses distribute across larger quantities.
Cycle Time and Production Speed
A production run requires 2-4 weeks once tooling exists. Injection molding completes within hours. Debinding takes 1-3 days and sintering consumes 1-2 days including thermal ramp cycles. Secondary operations, if required, add 1-5 days. Quality inspection takes 1-2 days.
Break-Even Analysis for Your Production
Break-even occurs between 3,000-10,000 parts. The economic threshold reaches as low as 500 parts for complex geometries. Parts requiring 3-5 machining operations conventionally favor CIM economics earlier in the volume curve. A large complex component justifies approximately €20,000 mold investment at lot sizes of just a few hundred parts when pressing and green milling would be very time-consuming or impossible . Below the break-even threshold, pressing with green milling often proves more cost efficient.
Advantages and Disadvantages of Ceramic Injection Molding vs Pressing
Advantages of Ceramic Injection Molding
Ceramic injection molding produces components with exceptional mechanical properties. Parts exhibit extreme hardness, high wear resistance, and superior heat resistance while maintaining excellent electrical insulation characteristics. The process achieves micron-level precision with tight tolerances at ±0.3% of the dimension. Medical technology and precision industries value the repeatability that ensures consistent quality across entire production runs.
Net or near-net shape forming eliminates intensive machining requirements and reduces production costs by a lot in volume applications. The smooth surface finish shows no traces of machining operations. On top of that, CIM makes recycling of unused feedstock possible through binder systems so material waste gets minimized. High automation levels reduce labor costs while producing complex parts in single operations without secondary assembly.
Disadvantages of Ceramic Injection Molding
High equipment and tooling costs present the biggest problem and require substantial capital investment that makes the process unsuitable for low-volume production. The process demands skilled operators to maintain consistent quality and performance throughout complex production stages. Size constraints limit CIM effectiveness. Larger components become prone to stress during debinding. The multi-stage process with feedstock preparation, injection, debinding and sintering requires precise control at each step.
Advantages of Ceramic Pressing
Press molding makes cost-effective mass production of ceramic components with consistent quality possible. The method adapts to various ceramic materials and manufactures products with diverse properties. Pressing achieves high density and uniformity through particle deformation and bonding under pressure. This reduces pores and defects. Simple operations and lower tooling costs make pressing available for straightforward geometries. High controllability through pressure, temperature and speed parameters ensures product consistency and quality stability.
Disadvantages of Ceramic Pressing
Residual porosity compromises mechanical properties compared to fully dense materials. This results in lower tensile strength, ductility and fatigue resistance. Substantial shrinkage during sintering creates dimensional control challenges and often necessitates expensive secondary operations to meet tight tolerances. Mold wear leads to dimensional inconsistencies and surface defects. Regular inspection and replacement increase production costs. The high-temperature sintering stage consumes substantial energy and affects operational expenses directly.
Material Waste and Efficiency Comparison
Ceramic injection molding shows minimal material waste through precise measurement and control of powder mixtures. Like in the previous point, unused feedstock undergoes recycling via binder systems and reduces waste further. Pressing methods generate higher waste due to powder handling and less precise material control compared to injection molding’s closed-system approach.
Comparison Table
Comparison Table: Ceramic Injection Molding vs Ceramic Pressing
| Attribute | Ceramic Injection Molding (CIM) | Ceramic Pressing |
|---|---|---|
| Dimensional Accuracy | ±0.3-0.5% (as-sintered); ±0.01mm or better (post-grinding) | Lower accuracy; substantial shrinkage challenges requiring secondary operations |
| Design Complexity | Excellent – handles undercuts, perpendicular holes, screw threads, re-entrant angles, internal cavities, intricate 3D geometries | Limited – suitable for simple structures; very complex or intricate structures present challenges |
| Minimum Wall Thickness | 0.3mm | Dry pressing: ~0.8-1.0mm for small disks/plates |
| Minimum Feature Size | ≥0.3mm | Not specified |
| Part Size Range | 1-100mm; weights from 100mg to few hundred grams | Better suited to larger parts appropriate for green state machining |
| Original Tooling Investment | €10,000 to >€100,000 ($8,000-$100,000+ depending on complexity) | Lower tooling investment due to simpler mold designs |
| Equipment Investment | $200,000-$500,000 for complete operation | Not specified (lower in general) |
| Development Time | 3-6 months for new design; 8-16 weeks for mold fabrication and optimization | Not specified |
| Per-Part Cost (10,000 units) | $2.00-$8.00 | Not specified |
| Per-Part Cost (50,000 units) | $0.80-$3.00 | Not specified |
| Per-Part Cost (100,000+ units) | $0.50-$2.00 | Not specified |
| Production Run Time | 2-4 weeks (once tooling exists) | Not specified |
| Cycle Time Breakdown | Injection: hours; Debinding: 1-3 days; Sintering: 1-2 days; Secondary ops: 1-5 days; Inspection: 1-2 days | Not specified |
| Break-Even Volume | 3,000-10,000 parts (as low as 500 for complex geometries) | More budget-friendly below break-even threshold |
| Optimal Production Volume | High volume (>10,000 parts) | Low to medium volume; mass production of simple shapes |
| Material Waste | Minimal – precise control and unused feedstock recycling | Higher waste due to powder handling and less precise material control |
| Surface Finish | Smooth, no machining traces; intricate textures possible | Not specified |
| Density Achieved | Up to 96% of the melting point during sintering | CIP/HIP: >99.9% theoretical density; Dry pressing: lower due to residual porosity |
| Automation Level | High automation possible | Easier automation with dry-bag pressing |
| Key Advantages | • Complex 3D geometries • Micron-level precision • Net/near-net shape • High repeatability • Minimal waste • No secondary assembly needed |
• Budget-friendly for simple shapes • Lower original investment • Simple operations • Adaptable to various materials • High controllability |
| Key Disadvantages | • High original investment • Requires skilled operators • Size constraints • Multi-stage complexity • Not budget-friendly for low volumes |
• Residual porosity affects properties • Dimensional control challenges • Mold wear issues • High energy consumption • Limited geometric complexity |
| Typical Applications | Medical implants, dental components, surgical tools, fuel cells, sensors, precision gears, watch components, automotive seals, aerospace parts | Ceramic sealing rings, valve cores, microwave dielectrics, mobile phone covers, semiconductor components, electrical insulators, spark plugs, grinding wheels |
| Best Suited For | Complex geometries requiring tight tolerances at high volumes | Simple geometries, large parts, prototypes, low to medium volumes |
Conclusion
The choice between ceramic injection molding and pressing depends on production requirements and part complexity. Ceramic injection molding delivers superior results for intricate geometries and high-volume production. Break-even occurs between 3,000-10,000 parts. The method justifies its higher tooling investment through precision and repeatability while requiring minimal secondary operations.
Pressing remains the practical choice for simple shapes and low-to-medium volumes, particularly for projects with limited upfront capital. The method offers lower original costs, provided that geometric complexity stays minimal.
Manufacturers should assess part geometry and production volume alongside available budget to make the final decision between these two ceramic forming methods.
FAQs
Q1. What makes ceramic injection molding suitable for complex part designs? Ceramic injection molding excels at producing intricate three-dimensional components with features like undercuts, perpendicular holes, screw threads, internal cavities, and thin walls as small as 0.3mm. The process achieves micron-level precision with tolerances of ±0.3-0.5%, making it ideal for complex geometries that would require multiple machining operations with other methods.
Q2. At what production volume does ceramic injection molding become cost-effective? Ceramic injection molding typically reaches its break-even point between 3,000-10,000 parts, though highly complex geometries can justify the investment at volumes as low as 500 parts. Per-part costs decrease significantly with volume—from $2.00-$8.00 at 10,000 units to $0.50-$2.00 at 100,000+ units—making it economically advantageous for high-volume production.
Q3. What are the main limitations of ceramic pressing methods? Ceramic pressing faces challenges with highly intricate structures and complex geometries. The method produces parts with residual porosity that compromises mechanical properties, experiences substantial shrinkage during sintering that creates dimensional control issues, and requires expensive secondary operations to achieve tight tolerances. It works best for simple shapes and straightforward geometries.
Q4. How long does the ceramic injection molding process take from start to finish? Once tooling is complete, a production run requires 2-4 weeks. The process includes injection molding (hours), debinding (1-3 days), sintering (1-2 days including thermal cycles), optional secondary operations (1-5 days), and quality inspection (1-2 days). Initial mold development for new designs typically takes 3-6 months, with an additional 8-16 weeks for mold fabrication and process optimization.
Q5. Which method offers better material efficiency and less waste? Ceramic injection molding demonstrates superior material efficiency with minimal waste through precise measurement and control of powder mixtures. The process allows recycling of unused feedstock through binder systems, significantly reducing material waste. In contrast, pressing methods generate higher waste due to less precise material control and powder handling requirements.