Sintered tungsten components shrink by 15-18% during manufacturing, based on the pressure applied at the start. This size change creates a big challenge for engineers who need precision in their final products.
The tungsten market hit $5.66 billion in 2024. Experts predict it will reach $8.7 billion by 2029, showing how much industries need these materials. Tungsten sintering sees wide use, but managing shrinkage remains a tough challenge. Engineers must plan carefully for size changes when they work with sintered tungsten carbide or solid sintered tungsten carbide. To name just one example, a pressed part that starts at 1.0″ height will shrink to 0.82-0.85″ after sintering.
Sintered tungsten alloys face tough production hurdles. Press tonnage needs range from 100-1,000 tons or even higher. Engineers must understand and control shrinkage to keep parts accurate and strong. This piece gets into the science behind tungsten shrinkage and shows the quickest way for engineers to get consistent, predictable results in their sintered tungsten projects.
Understanding Sintered Tungsten and Its Shrinkage Behavior
Tungsten creates unique challenges for powder metallurgy experts because of its extremely high melting point (3410°C) and low self-diffusion rates. Sintered tungsten serves as a crucial material for industries of all types, from fusion reactors to cutting tools. Engineers still face challenges when controlling their dimensional changes.
What is sintered tungsten?
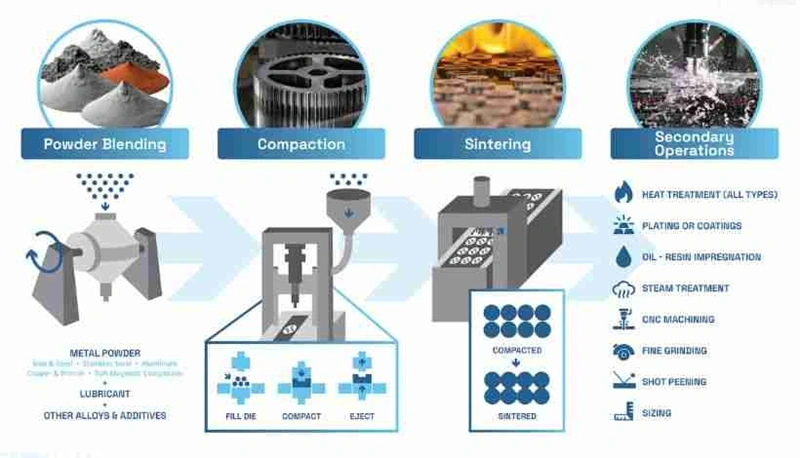
The creation of sintered tungsten happens through a powder metallurgy process. Manufacturers compress and heat tungsten powder below its melting point, which allows particles to bond without complete liquefaction. This method turns loose tungsten powder into strong, dense components that offer exceptional hardness, strength, and wear resistance. The components need to be larger than their final size because they will shrink during processing. The final properties of tungsten alloys depend on microstructural characteristics that develop during powder processing and sintering.
Why shrinkage occurs during sintering
Tungsten sintering shrinkage happens as the process works to reduce surface energy in the material system. Loose tungsten powder starts with a much larger surface area compared to a solid block. The atoms become mobile at high temperatures and can diffuse. Surface tension pulls these atoms from particle surfaces into forming “necks” between them. The particles merge as pores get smaller, which leads to volume reduction.
Several factors influence this shrinkage:
- Particle size and shape (finer powders typically result in greater shrinkage)
- Green density before sintering (higher initial density means less shrinkage)
- Temperature and time (higher temperatures increase atomic diffusion rates)
- Atmosphere inside the furnace (affects surface chemistry and diffusion)
Sintered tungsten alloy components usually shrink by 15-18% linearly during processing. This shrinkage relates directly to the original compaction pressure.
Difference between solid and liquid phase sintering
Solid-state sintering (SSS) brings tungsten powders together through atomic diffusion in the solid state without any liquid phase forming. This approach needs higher temperatures and longer holding times than other methods. Liquid phase sintering (LPS) works differently. It heats a mixture of tungsten powder and a binder phase (usually nickel-iron or nickel-copper) until the binder melts while tungsten stays solid.
SSS depends on slow atomic diffusion at grain boundaries. LPS achieves faster densification through capillary action and solution-reprecipitation mechanisms. Nickel plays a key role by producing most of the sintering shrinkage before liquid forms. The liquid binder coats solid tungsten particles, which speeds up mass transport and allows efficient densification at lower temperatures.
Key Factors That Influence Shrinkage
Engineers need to master several critical variables to control dimensional changes in sintered tungsten components. This knowledge helps them predict and manage shrinkage throughout the manufacturing process.
Role of powder particle size and shape
Particle characteristics greatly affect sintering behavior. Fine tungsten powders (1-5 μm) achieve higher densification but might not flow well during processing. Coarser powders (5-25 μm) offer excellent flowability but show reduced sintering activity. Particle shape also affects pore characteristics and sintering response. Spherical particles create more uniform structures and show better dispersal properties than irregular ones.
The degree of powder agglomeration plays a key role in spheroidization results. Research shows tungsten powder with larger primary particle size (19.9 μm) and lower agglomeration coefficient (1.59) achieves optimal spheroidization. The apparent density reaches 9.36 g/cm³.
Effect of binder and additives
Carbon additives improve tungsten’s densification kinetics. Studies show that adding 0.6% carbon extends the period of intense consolidation, which increases material density to 16.76 g/cm³. Adding more carbon (1.3-1.9 wt.%) speeds up densification to 1.5-2 mm/min. These reaction-induced changes on grain boundaries boost charge mobility and intensify the densification process.
Impact of compaction pressure
Compaction pressure directly affects green density and shrinkage behavior. Research shows higher compaction pressure reduces required sintering time and temperature, which prevents excessive grain growth. Smaller tungsten particles need higher compacting pressures to achieve desired skeleton densities.
Temperature and time dependencies
Temperature and duration play crucial roles in tungsten consolidation. Undoped tungsten starts consolidation at around 1000°C when its yield strength reduces. The yield strength drops to about 30% of room temperature values at 1300°C.
Gravity affects densification in different ways. Normal gravity causes distortion after densification, while microgravity sintering leads to incomplete density but still results in distortion. Engineers must optimize temperature profiles based on specific powder characteristics to achieve predictable shrinkage rates.
Methods to Control Shrinkage During Sintering
Producing sintered tungsten requires careful control of several variables. Engineers use different methods to predict and manage the shrinkage that happens during processing.
Optimizing sintering temperature profiles
Temperature control drives atomic diffusion that makes densification possible. Research shows that tungsten heavy alloys like 93W6Ni1Co need sintering at 1525°C for 30 minutes. The material develops gaps and uneven structures when sintered below this temperature. However, similar results come from extending the time to 60 minutes at 1500°C. Tungsten alloys with 90% tungsten show higher elongation and cross-sectional shrinkage rates as temperatures climb from 1360°C to 1440°C. These rates drop when temperatures exceed 1440°C.
Using alloying elements like Ti and Ni
Nickel makes sintering densification possible and creates most shrinkage before liquid forms. Adding titanium reduces shrinkages in tungsten-potassium alloys effectively. Small amounts of titanium (0.05-0.5 wt%) make the compressive strength better by about 18% through the shrinkage-fill effect. This happens when Ti-rich particles move into shrinkage areas from grain boundaries during processing.
Applying Cold Isostatic Pressing (CIP)
CIP puts even pressure (34.5-690 MPa) on tungsten powder inside a flexible mold. The process creates uniform density throughout the green body and reduces internal stresses. Tungsten carbide production typically needs hydrostatic pressures between 200–400 MPa. CIP’s main advantage lies in creating consistent density profiles that lead to predictable shrinkage patterns.
Benefits of Hot Isostatic Pressing (HIP)
HIP combines high temperatures up to 2,000°C with isostatic gas pressures reaching 45,000 psi. Material moves evenly to fill voids through plastic yielding, creep, and diffusion. The process makes tungsten denser and improves its mechanical properties like wear resistance, strength, and impact resistance.
Shrinkage-fill effect through annealing
Annealing at 1400°C creates impressive shrinkage-fill effects in Ti-doped tungsten alloys. This works only with trace amounts of titanium as Ti-rich particles move into shrinkage areas during annealing. Adding 1wt% titanium refines grains to nanoscale and doubles the compressive strength.
Advanced Techniques for Dimensional Stability
Advanced methods have emerged that give excellent control over dimensions when making sintered tungsten components.
Spark Plasma Sintering (SPS)
SPS combines pulsed direct current with uniaxial pressure on tungsten powder. The process creates quick heating rates that lead to fast densification. Engineers can now produce high-density alloys in minutes instead of hours. The process works at lower temperatures than standard methods and creates tungsten materials with finer grain structures (5-7 μm compared to 25-30 μm in standard sintering). The results are impressive as SPS achieves densities over 90% at temperatures as low as 1500°C.
Microwave sintering for uniform heating
Standard processes move heat from surface to core. Microwave sintering creates heat throughout the material at once. This complete heating leads to quicker rates, even temperature spread, and smaller thermal gradients. Studies show that microwave-sintered tungsten heavy alloy (92.5W–6.4Ni 1.1Fe) performs better in hardness, tensile strength, and elongation than its standard counterparts.
Two-step sintering for grain control
The process starts with heating to higher temperatures (1300-1450°C) to reach about 97% relative density. The material then cools to lower temperatures (1200-1350°C) for longer periods. This method helps create sintered tungsten alloy parts with relative densities above 98% while keeping fine grain sizes between 0.70-0.95 μm. The pressureless two-step sintering can reach ~99% theoretical density with ~700 nm grain size.
Vacuum and hydrogen atmosphere control
The choice of atmosphere plays a key role in tungsten’s sintering behavior. Hydrogen removes oxygen from powder particles and stops oxidation at high temperatures. Vacuum sintering removes atmospheric gasses to prevent contamination at high temperatures. For very hot processes, inert gasses like argon stay stable and block oxygen without forming compounds with the sintering metal.
Monitoring shrinkage with in-situ sensors
Dimensional monitoring in real-time allows precise control throughout sintering. In-situ sensors give quick feedback about shrinkage rates. Engineers can adjust temperature profiles right away to optimize dimensional stability [3]. This constant monitoring helps especially with solid sintered tungsten carbide components that need exact measurements.
Conclusion
Engineers face a significant challenge when controlling shrinkage in sintered tungsten components. This piece explores the complex nature of tungsten shrinkage, which ranges from 15-18% based on processing conditions. The design phase must account for these dimensional changes to achieve exact final specifications.
Particle properties shape shrinkage behavior naturally. Finer powders lead to better densification but become harder to process. The right selection of binders and additives like carbon can substantially improve densification kinetics. Compaction pressure also affects both green density and the resulting shrinkage patterns.
Temperature profiles are without doubt the most important factor in controlling shrinkage. Optimized sintering cycles can deliver remarkable improvements in dimensional consistency, especially for tungsten heavy alloys. Modern techniques like Spark Plasma Sintering, microwave sintering, and two-step sintering give exceptional control over grain structure and minimize unwanted dimensional changes.
Alloying elements like titanium and nickel play vital roles in managing shrinkage through mechanisms such as the shrinkage-fill effect. Both cold and hot isostatic pressing methods create uniform density distributions that lead to predictable dimensional changes during sintering.
The sintering atmosphere’s control affects final dimensions. Vacuum, hydrogen, and inert gas environments each offer unique benefits based on specific application needs. Immediate monitoring with in-situ sensors helps improve process control by allowing quick adjustments throughout the sintering cycle.
Companies looking for precision-engineered tungsten components should consider partnering with experienced manufacturers like JH MIM. Their 20 years of powder metallurgy expertise can help turn theoretical knowledge into practical manufacturing solutions for complex tungsten applications.
Success in controlling tungsten shrinkage depends on a complete understanding of material science principles and careful process control. Engineers who become skilled at managing these variables can turn this challenging material into durable components with precise dimensions that meet demanding industrial needs.
Key Takeaways
Understanding and controlling tungsten shrinkage is essential for precision manufacturing, as these components typically shrink 15-18% during sintering processes.
• Particle size matters: Fine tungsten powders (1-5 μm) achieve higher densification but require careful handling, while coarser powders (5-25 μm) offer better flowability with reduced sintering activity.
• Temperature optimization is critical: Optimal sintering occurs at 1525°C for 30 minutes for tungsten heavy alloys, with precise temperature profiles being the primary factor controlling atomic diffusion and shrinkage.
• Advanced techniques deliver superior control: Spark Plasma Sintering (SPS) achieves 90% density at just 1500°C with finer grain structures, while two-step sintering produces 98% density with submicron grains.
• Strategic alloying reduces shrinkage: Adding 0.05-0.5 wt% titanium improves compressive strength by 18% through the shrinkage-fill effect, while carbon additives accelerate densification rates up to 2 mm/min.
• Isostatic pressing ensures uniformity: Cold Isostatic Pressing (CIP) at 200-400 MPa creates consistent density profiles, while Hot Isostatic Pressing (HIP) eliminates porosity and enhances mechanical properties simultaneously.
Mastering these variables enables engineers to transform challenging tungsten materials into precisely dimensioned components for demanding industrial applications, from fusion reactors to cutting tools.
FAQs
Q1. What are the main factors influencing shrinkage during tungsten sintering? The primary factors affecting shrinkage in sintered tungsten include powder particle size and shape, compaction pressure, sintering temperature and time, and the use of binders and additives. Finer powders typically result in greater shrinkage, while higher compaction pressures can reduce shrinkage. Temperature and duration of sintering also play crucial roles in determining the final dimensions.
Q2. How can engineers control shrinkage in sintered tungsten components? Engineers can control shrinkage by optimizing sintering temperature profiles, using alloying elements like titanium and nickel, applying Cold Isostatic Pressing (CIP) or Hot Isostatic Pressing (HIP), and utilizing the shrinkage-fill effect through annealing. Advanced techniques such as Spark Plasma Sintering and microwave sintering can also provide better dimensional control.
Q3. What is the typical shrinkage rate for sintered tungsten components? Sintered tungsten components typically experience 15-18% linear shrinkage during processing. This shrinkage rate is directly related to the initial compaction pressure applied to the tungsten powder before sintering.
Q4. Can tungsten be sintered at lower temperatures? Yes, tungsten can be sintered at relatively lower temperatures using advanced techniques. For example, Spark Plasma Sintering (SPS) can achieve densities exceeding 90% at temperatures as low as 1500°C, which is considerably lower than traditional sintering methods for tungsten.
Q5. How does atmosphere control affect the sintering of tungsten? Atmosphere control significantly impacts tungsten sintering. Vacuum sintering prevents contamination at high temperatures, while hydrogen atmospheres act as reducing agents to remove oxygen from powder particles. Inert gasses like argon can be used for extremely high-temperature processes to prevent oxidation without forming compounds with the sintering metal.